Cách Khắc Phục Lỗi Lớp In Đầu Tiên Của Máy In 3D
Lỗi lớp in đầu tiên máy in 3D là vấn đề phổ biến mà hầu hết người dùng đều gặp phải. Khi lớp đầu bị lỗi, toàn bộ bản in phía sau cũng dễ hỏng theo: không bám dính, bề mặt không đều hoặc đang in thì bong ra giữa chừng.
Lớp in đầu tiên chính là nền tảng quyết định bản in thành công hay thất bại. Tin tốt là phần lớn các lỗi này đều có thể khắc phục nếu bạn biết cách kiểm tra và điều chỉnh đúng. Bài viết này sẽ giúp bạn nhận biết các lỗi thường gặp, nguyên nhân và cách xử lý hiệu quả.
Cách để có lớp in đầu tiên mịn khi in 3D
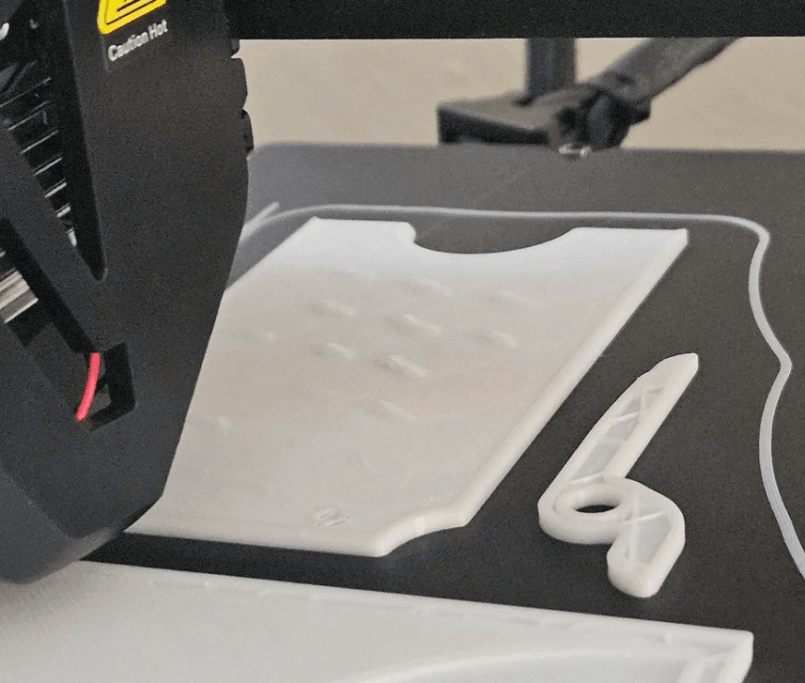
Trước khi đi vào các lỗi cụ thể, bạn cần hiểu kết quả lý tưởng là gì. Một lớp in đầu tốt sẽ hơi bị “ép nhẹ” xuống bề mặt nhưng không bị bẹp dí. Các đường in nên dính liền nhau, không có khe hở. Bề mặt phải đồng đều, không bị loang lổ hay trầy xước.
Nếu bạn chưa đạt được kết quả như vậy, hãy kiểm tra các yếu tố cơ bản sau:
Đảm bảo bàn in (bed) được cân chỉnh chính xác
Cài đặt Z-offset đúng chuẩn
Vệ sinh bề mặt bàn in sạch sẽ (điều này quan trọng hơn bạn nghĩ)
Sử dụng nhiệt độ bàn in phù hợp với loại filament
Giảm tốc độ in của lớp đầu tiên
Lỗi bám dính lớp in đầu tiên
Nếu bản in không bám vào bàn in, thì những phần sau gần như không còn ý nghĩa. Đây là lỗi phổ biến nhất, особенно với người mới bắt đầu.
Lớp in đầu tiên không bám
Đây là vấn đề thường gặp nhất: filament không dính xuống bàn in, bị kéo lê hoặc vón cục quanh đầu nozzle.
Nguyên nhân phổ biến:
- Bề mặt bàn in bẩn (dầu từ tay cũng đủ gây lỗi)
- Nozzle quá xa bàn in
- Nhiệt độ bàn in quá thấp
- Tốc độ in lớp đầu quá nhanh
Cách khắc phục:
Trước tiên, hãy vệ sinh sạch bàn in. Nếu bạn thường xuyên chạm tay vào, bề mặt có thể bẩn hơn bạn nghĩ. Tiếp theo, kiểm tra Z-offset — nếu nozzle quá xa, filament sẽ không có độ “ép nhẹ” cần thiết để bám xuống. Cuối cùng, giảm tốc độ in lớp đầu để tăng độ ổn định.
Cong vênh (Warping – mép bị nhấc lên)
Bạn có thể thấy các cạnh của bản in bị cong lên khỏi bàn in, đây gọi là hiện tượng warping, thường xảy ra với các bản in lớn.
Nguyên nhân phổ biến:
- Nhiệt độ bàn in quá thấp
- Gió lùa hoặc không khí lạnh xung quanh máy
- Vật liệu co lại khi nguội
Cách khắc phục:
Tăng nhẹ nhiệt độ bàn in để cải thiện độ bám. Đặt máy in ở khu vực kín, tránh gió lạnh. Bạn cũng có thể dùng “brim” để tăng diện tích tiếp xúc với bàn in. Với các vật liệu như ABS, nên sử dụng thêm buồng in kín (enclosure) để hạn chế cong vênh.
Bong lớp in đầu tiên (First Layer Peeling)
Lỗi này khá “khó chịu” vì ban đầu bản in trông có vẻ ổn, nhưng sau đó một phần lớp đầu lại bị bong ra khỏi bàn in.
Nguyên nhân phổ biến:
- Bàn in chưa đủ sạch
- Tốc độ in lớp đầu quá nhanh
- Quạt làm mát chạy quá sớm
Cách khắc phục:
Hãy vệ sinh lại bàn in (đúng vậy, lại lần nữa). Sau đó giảm tốc độ in của lớp đầu tiên để tăng độ bám. Đồng thời kiểm tra quạt làm mát — một số vật liệu cần thời gian “ổn định” trước khi quạt bắt đầu hoạt động, nên nếu quạt chạy quá sớm sẽ dễ gây bong lớp in.
Lỗi đùn nhựa ở lớp in đầu tiên (First Layer Extrusion Issues)
Đôi khi filament vẫn bám tốt vào bàn in, nhưng các đường in lại không đẹp hoặc không đều. Lúc này, vấn đề thường nằm ở cách nhựa được đùn ra từ nozzle, chứ không phải độ bám dính.
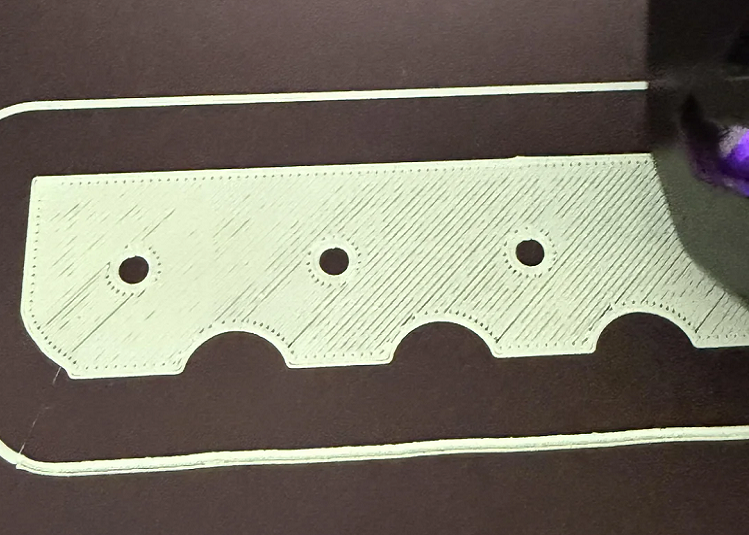
Xuất hiện khe hở giữa các đường in
Nếu bạn thấy các đường in ở lớp đầu có khoảng trống giữa chúng, thì chắc chắn đang có vấn đề.
Nguyên nhân phổ biến:
- Nozzle quá xa bàn in
- Thiếu nhựa (under-extrusion)
- Flow rate quá thấp
Cách khắc phục:
Giảm nhẹ Z-offset để nozzle gần bàn in hơn, đồng thời kiểm tra lại cài đặt flow. Nếu vẫn chưa cải thiện, hãy kiểm tra xem nozzle có bị tắc một phần hay không.
Nổi hạt, bavia (Blobs hoặc Zits)
Lỗi này xuất hiện dưới dạng các nốt nhỏ hoặc cục nhựa nổi lên trên lớp in đầu tiên. Dù không quá nghiêm trọng, nhưng sẽ ảnh hưởng đến độ thẩm mỹ của bản in.
Nguyên nhân phổ biến:
- Đùn quá nhiều nhựa
- Nhiệt độ nozzle quá cao
- Lưu lượng nhựa không ổn định
Cách khắc phục:
Trước tiên, hãy giảm nhẹ nhiệt độ nozzle. Sau đó kiểm tra lại flow rate để đảm bảo không đùn quá nhiều nhựa. Nếu bề mặt vẫn không đều, có thể nozzle đang bị tắc nhẹ và cần được vệ sinh.
Đùn nhựa không ổn định (Inconsistent Extrusion)
Một số chỗ in đẹp, một số chỗ lại lỗi — trông khá ngẫu nhiên và thiếu đồng đều.
Nguyên nhân phổ biến:
- Nozzle bị tắc một phần
- Filament không được cấp đều
- Filament bị ẩm
Cách khắc phục:
Đảm bảo đường đi của filament trơn tru và extruder kẹp nhựa đủ chắc. Nếu filament đã để ngoài không khí lâu, hãy sấy khô — việc này hiệu quả hơn bạn nghĩ.
Mất nét hoặc bỏ dòng (Missing / Skipped Lines)
Đây là khi một số phần của lớp in đầu tiên hoàn toàn không được in ra.
Nguyên nhân phổ biến:
- Nozzle bị tắc
- Extruder bị trượt
- Filament bị kẹt
Cách khắc phục:
Trước tiên, kiểm tra xem filament có được đùn ra hay không. Nếu không, vấn đề nhiều khả năng nằm ở nozzle hoặc extruder và cần kiểm tra, vệ sinh hoặc điều chỉnh lại.
Lỗi chiều cao & cân chỉnh lớp in đầu tiên (First Layer Height & Calibration Problems)
Đây là nguyên nhân gây khó chịu nhiều nhất khi in lớp đầu. Dù các thông số khác đã đúng, chỉ cần sai lệch nhỏ về chiều cao hoặc cân bàn in cũng đủ làm hỏng toàn bộ lớp đầu. Ranh giới giữa “hoàn hảo” và “lỗi” đôi khi chỉ là một điều chỉnh rất nhỏ.
Lớp đầu quá mỏng hoặc quá dày
Nếu lớp đầu gần như trong suốt thì là quá mỏng. Nếu bị bẹp dí xuống thì là quá dày.
Nguyên nhân phổ biến:
- Z-offset không chính xác
- Bàn in không cân đều
Cách khắc phục:
Điều chỉnh lại Z-offset. Đây là thông số rất nhạy — chỉ cần chỉnh một chút cũng tạo ra khác biệt lớn.
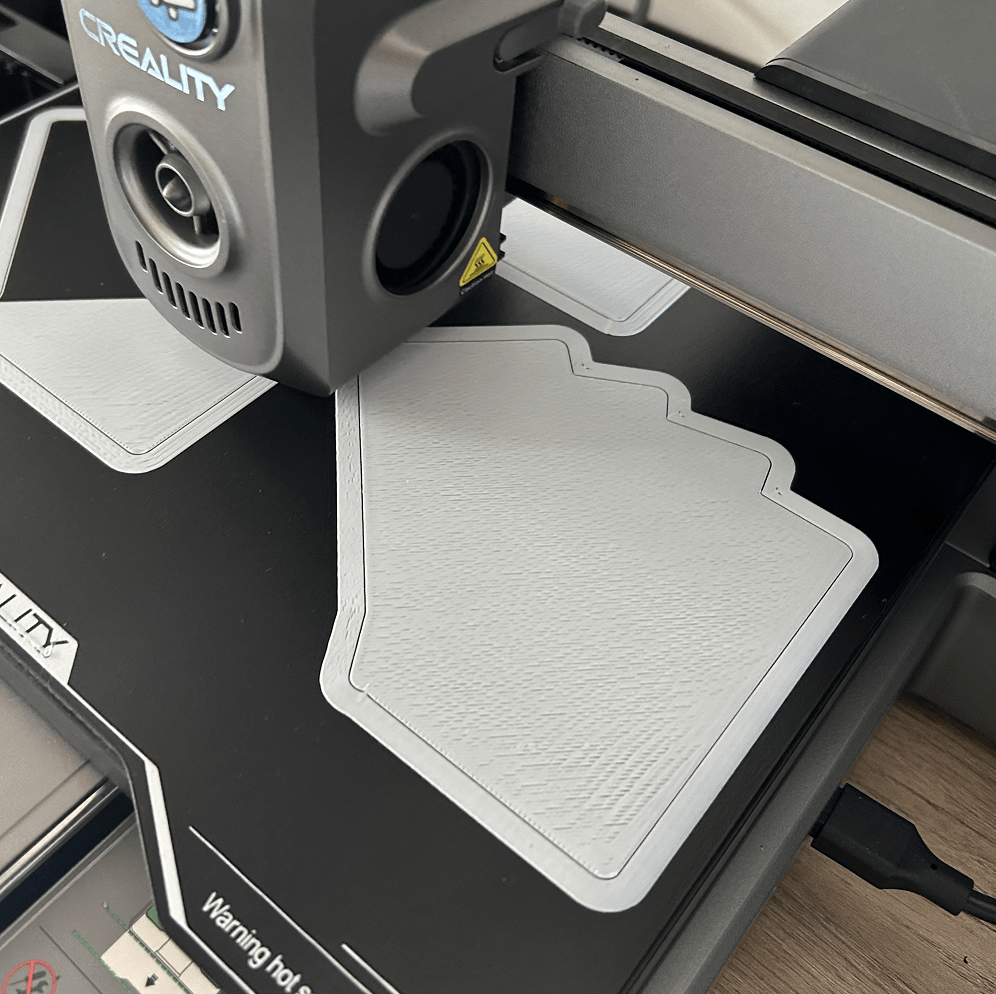
Lớp in đầu không đều
Một bên in đẹp, bên còn lại lỗi — đây là dấu hiệu điển hình của việc cân bàn in chưa chuẩn.
Nguyên nhân phổ biến:
- Bàn in chưa được cân đúng
- Bề mặt bàn in bị cong
Cách khắc phục:
Cân lại bàn in cẩn thận. Nếu máy hỗ trợ auto/mesh leveling, hãy chạy lại. Đồng thời đảm bảo bề mặt bàn in phẳng và đặt đúng vị trí.
Nozzle cào bề mặt / lớp in bị ép quá mức
Nếu nozzle cọ sát vào bản in hoặc đẩy nhựa đi, nghĩa là nó đang quá gần bàn in.
Nguyên nhân phổ biến:
- Z-offset quá thấp
- Flow quá cao
Cách khắc phục:
Nâng nozzle lên một chút và giảm flow nếu cần. Mục tiêu là ép nhẹ filament xuống, không phải “ủi” nó trên bề mặt.
Lỗi bề mặt lớp in đầu tiên (Surface Defects on First Layer)
Ngay cả khi bản in bám tốt và đùn nhựa ổn định, bạn vẫn có thể gặp một số lỗi nhỏ về bề mặt. Những lỗi này không phải lúc nào cũng nghiêm trọng nhưng có thể ảnh hưởng đến độ chính xác và thẩm mỹ của sản phẩm.
Chân voi (Elephant Foot – phình đáy)
Đôi khi bạn sẽ thấy phần đáy của bản in bị bè ra nhiều hơn so với các cạnh phía trên. Đây được gọi là hiện tượng “chân voi”.
Nguyên nhân phổ biến:
- Nhiệt độ bàn in quá cao
- Lớp đầu bị ép quá mạnh
Cách khắc phục:
Giảm nhẹ nhiệt độ bàn in hoặc điều chỉnh lại Z-offset. Một số phần mềm slicer cũng có tính năng “elephant foot compensation” để xử lý lỗi này.
Tơ nhựa / rỉ nhựa (Stringing hoặc Oozing)
Bạn có thể thấy các sợi nhựa mảnh hoặc lớp nhựa mỏng xuất hiện giữa các đường in ở lớp đầu.
Nguyên nhân phổ biến:
- Nhiệt độ nozzle quá cao
- Nhựa bị rỉ ra trong quá trình di chuyển
Cách khắc phục:
Giảm nhẹ nhiệt độ nozzle. Đây thường không phải lỗi quá nghiêm trọng ở lớp đầu, nhưng có thể xuất hiện nếu nhiệt độ đang cao hơn mức cần thiết.
Các lỗi ở lớp in đầu tiên có thể gây rất nhiều khó chịu, đặc biệt khi bạn không rõ nguyên nhân đến từ đâu. Tuy nhiên, như bạn đã thấy, phần lớn các lỗi này đều có liên quan với nhau. Chỉ một sai lệch nhỏ về chiều cao, nhiệt độ hoặc độ sạch của bàn in cũng có thể dẫn đến nhiều vấn đề khác nhau.
Khi bạn đã hiểu rõ từng loại lỗi trông như thế nào và nguyên nhân phía sau chúng, việc khắc phục sẽ trở nên dễ dàng hơn rất nhiều. Thay vì điều chỉnh ngẫu nhiên, bạn có thể xác định đúng vấn đề và xử lý nhanh chóng, tiết kiệm thời gian cũng như vật liệu.
Để đạt được lớp in đầu tiên hoàn hảo, hãy tập trung vào những yếu tố cơ bản: cân bàn in chính xác, thiết lập Z-offset hợp lý, kiểm soát nhiệt độ phù hợp và luôn giữ bề mặt in sạch sẽ. Chỉ cần làm tốt những điều này, chất lượng bản in của bạn sẽ cải thiện rõ rệt ngay từ lớp đầu tiên.