Pillowing Trong In 3D: Nguyên Nhân & Cách Khắc Phục
Pillowing trong in 3D là gì?
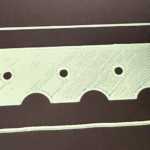
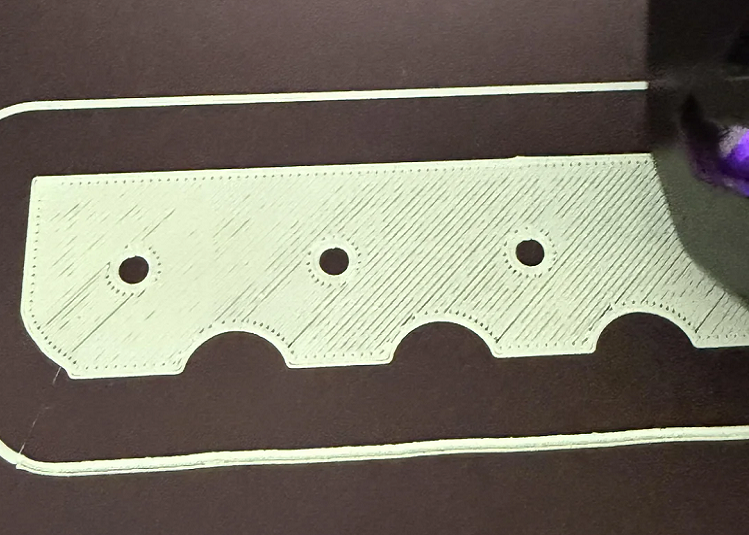
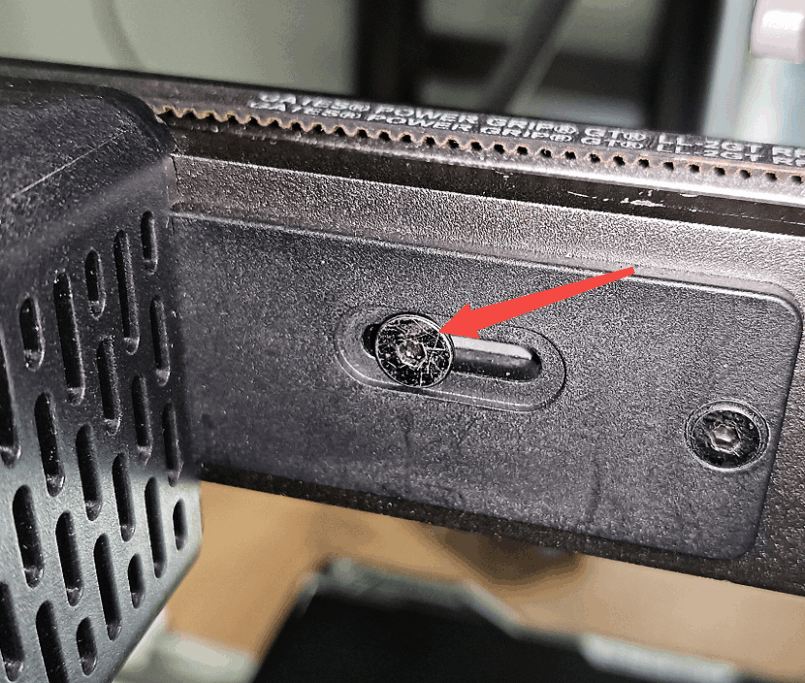
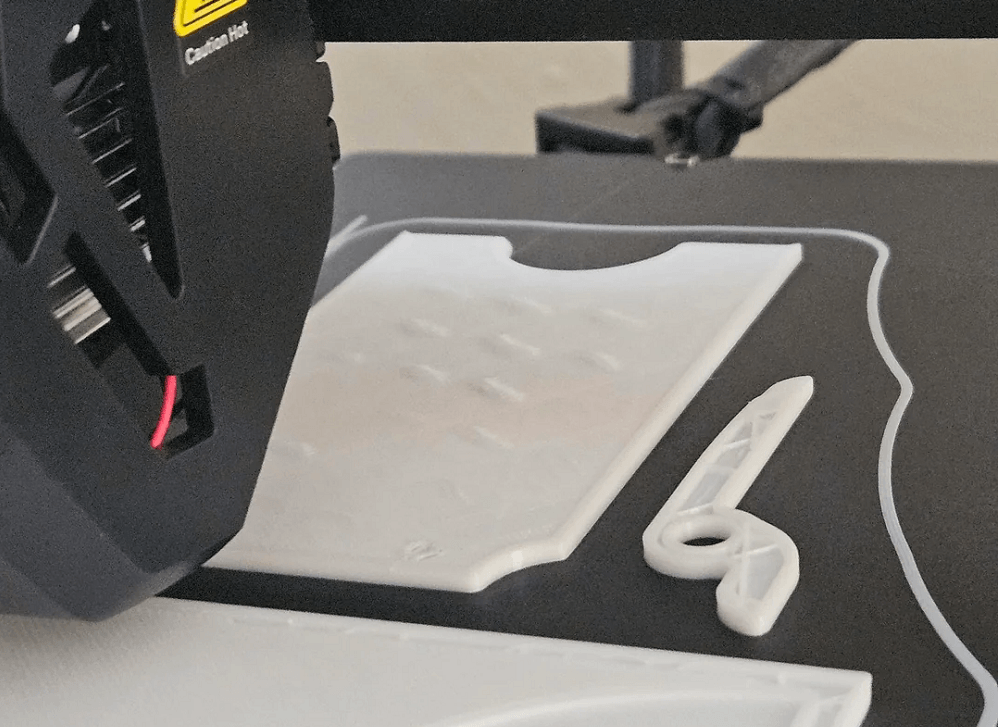
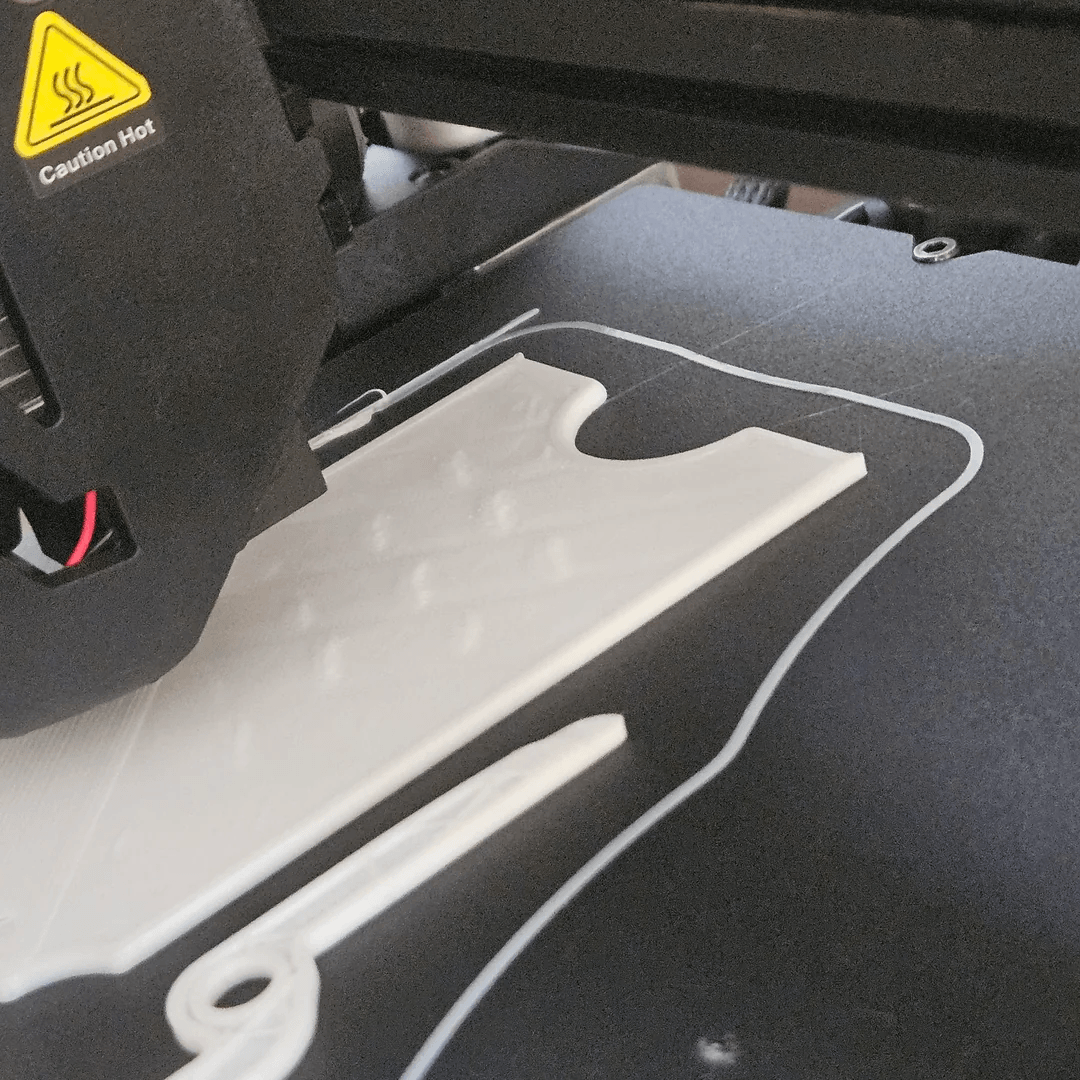
Pillowing trong in 3D là một lỗi bề mặt khi các lớp trên cùng của bản in trông gồ ghề, phồng lên hoặc không đồng đều thay vì mịn. Hiện tượng này xảy ra khi các lớp trên không có đủ sự hỗ trợ, khiến nhựa nóng bị võng nhẹ xuống các khoảng trống của infill trước khi kịp nguội. Kết quả là bề mặt có thể trông giống như những chiếc gối nhỏ hoặc hoa văn chần bông, đó cũng là lý do lỗi này được gọi là pillowing.
Các dấu hiệu phổ biến của pillowing bao gồm:
- Bề mặt trên không đều hoặc bị nhăn
- Xuất hiện các vết lõm hoặc phồng nhỏ trên các vùng phẳng
- Có thể nhìn thấy hoa văn infill xuyên qua lớp trên
- Bề mặt thô ráp hoặc không đồng nhất
Pillowing thường xuất hiện trên các bề mặt phẳng lớn, chẳng hạn như nắp, hộp hoặc các tấm trang trí.
Nguyên nhân gây ra pillowing trong in 3D
Pillowing gần như luôn là kết quả của sự mất cân bằng giữa nhiệt độ, làm mát và nền tảng mà các lớp trên cùng đang được in lên. Dưới đây là những nguyên nhân phổ biến nhất.
Làm mát không đủ
Khi máy in đùn các lớp đặc phía trên lên phần infill, nhựa cần được làm nguội và đông cứng nhanh để có thể bắc cầu qua các khoảng trống. Nếu quạt làm mát không thổi đủ mạnh hoặc nhiệt độ môi trường quá cao, nhựa sẽ giữ trạng thái nóng chảy quá lâu.
Thay vì căng đều qua khoảng trống, nhiệt từ bàn nhiệt và đầu in khiến nhựa mềm bị cong lên ở các cạnh của đường infill, tạo thành các nốt gồ.
Số lớp top quá ít
Một trong những nguyên nhân lớn nhất gây pillowing là độ dày lớp trên không đủ. Các lớp top cần đủ vật liệu để che kín hoàn toàn cấu trúc infill bên dưới. Nếu chỉ có vài lớp, sợi nhựa sẽ bị kéo căng qua các khoảng trống của infill và bị võng nhẹ trước khi kịp nguội.
Kết quả là bề mặt trở nên không đồng đều.
Mật độ infill thấp
Infill đóng vai trò như phần khung đỡ cho các lớp trên cùng. Nếu mật độ infill được đặt quá thấp (ví dụ 5% hoặc 10%), khoảng cách giữa các đường infill sẽ rất lớn. Lúc này, máy in buộc phải bắc cầu qua những khoảng cách dài chỉ với một sợi nhựa nóng.
Khoảng cách càng rộng, nhựa càng dễ bị võng xuống hoặc đứt trước khi chạm đến phía bên kia, làm mất ổn định hoàn toàn các lớp top.
Nhiệt độ in quá cao
Nếu nhiệt độ đầu phun cao hơn mức cần thiết, sợi nhựa sẽ trở nên quá mềm và chảy dễ hơn. Điều này có thể giúp các lớp bám dính tốt hơn, nhưng đồng thời cũng khiến các lớp trên cùng dễ bị võng xuống trước khi kịp đông cứng. Giảm nhẹ nhiệt độ thường sẽ giúp cải thiện độ ổn định của bề mặt.
Cách khắc phục pillowing trong in 3D
May mắn là pillowing thường khá dễ khắc phục chỉ với một vài điều chỉnh. Hãy thử các giải pháp sau nếu bạn thấy bề mặt trên bị không đều.
Tăng số lớp top
Thêm nhiều lớp top thường là cách hiệu quả nhất. Nhiều lớp hơn sẽ tạo ra bề mặt dày hơn, giúp che kín hoàn toàn cấu trúc infill bên dưới. Với hầu hết các bản in, 4–6 lớp top sẽ cho bề mặt mịn và chắc chắn.
Tăng mật độ infill
Nếu mật độ infill quá thấp, việc tăng nhẹ có thể cải thiện độ đỡ cho các lớp trên.
Bạn không cần tăng quá nhiều. Chỉ cần điều chỉnh nhỏ cũng đã có tác dụng. Với nhiều bản in, mức 15–25% infill là sự cân bằng tốt giữa độ bền và lượng vật liệu sử dụng.
Cải thiện làm mát
Làm mát tốt giúp nhựa đông cứng nhanh sau khi được đùn ra. Hãy đảm bảo quạt làm mát hoạt động bình thường và chạy ở tốc độ phù hợp. Làm mát mạnh hơn thường giúp cải thiện chất lượng bề mặt trên.
Giảm nhiệt độ in
Nếu sợi nhựa trông quá mềm hoặc bóng, có thể nhiệt độ đầu phun đang quá cao. Hãy thử giảm 5–10°C và kiểm tra xem chất lượng bề mặt có cải thiện không.
Giảm tốc độ in lớp top
In các lớp trên chậm hơn một chút sẽ giúp nhựa ổn định và tạo đường in sạch hơn. Một số phần mềm slicer cho phép cài đặt tốc độ riêng cho lớp top, giúp bề mặt mịn hơn.
Thiết lập slicer tốt nhất để tránh pillowing
Điều chỉnh cài đặt slicer là một trong những cách hiệu quả nhất để loại bỏ pillowing. Các thông số dưới đây có thể giúp cải thiện chất lượng bề mặt trên.
Thiết lập | Giá trị khuyến nghị | Lý do |
|---|---|---|
Top Layers | 4–6 lớp | Đảm bảo đủ độ dày để che kín infill |
Infill Density | 15–25% | Tăng độ đỡ bên trong cho lớp top |
Print Speed | 40–60 mm/s | Cải thiện độ đồng đều bề mặt |
Cooling Fan | 80–100% | Giúp nhựa đông cứng nhanh |
Nozzle Temperature | Giảm nhẹ nếu cần | Hạn chế nhựa bị võng |
Pillowing so với các lỗi bề mặt phổ biến khác
Không phải mọi vấn đề bề mặt thô ráp đều là pillowing. Một số lỗi in có thể trông giống nhau nhưng nguyên nhân lại khác nhau. Bảng dưới đây giúp phân biệt chúng.
Lỗi | Biểu hiện | Nguyên nhân chính | Cách khắc phục điển hình |
|---|---|---|---|
Pillowing | Lớp trên phồng, gồ ghề | Infill yếu hoặc làm mát kém | Tăng số lớp top và mật độ infill |
Stringing | Sợi mỏng kéo giữa các chi tiết | Nhựa rỉ ra khi di chuyển đầu in | Điều chỉnh cài đặt retraction |
Under-extrusion | Xuất hiện khe hở giữa các đường in | Lưu lượng nhựa không đủ | Kiểm tra cài đặt extrusion |
Over-extrusion | Vật liệu dư, bề mặt bị phình | Lưu lượng nhựa quá nhiều | Giảm flow rate |
Câu hỏi thường gặp về pillowing trong in 3D
Mẫu infill có ảnh hưởng đến pillowing không?
Có. Một số kiểu infill cung cấp khả năng nâng đỡ tốt hơn các kiểu khác. Những pattern dày hơn, khoảng cách nhỏ hơn thường hỗ trợ lớp top hiệu quả hơn.
Pillowing có xảy ra với mọi loại nhựa không?
Có. Pillowing có thể xảy ra với nhiều loại vật liệu nếu cài đặt chưa tối ưu. Tuy nhiên, các loại nhựa cần làm mát mạnh thường dễ gặp lỗi này hơn.
Pillowing có phải là lỗi bình thường hoặc không thể tránh khỏi không?
Không. Pillowing không phải là lỗi không thể tránh. Nó chỉ xảy ra khi các lớp trên không được hỗ trợ đúng cách hoặc cài đặt in chưa tối ưu. Với số lớp top đủ, infill phù hợp, làm mát tốt và tốc độ/nhiệt độ hợp lý, bạn hoàn toàn có thể ngăn chặn pillowing.
Kết luận cuối
Pillowing trong in 3D có thể khiến một bản in tưởng như hoàn hảo lại trông chưa hoàn thiện, nhưng thường rất dễ khắc phục.
Chỉ cần điều chỉnh một vài cài đặt slicer như số lớp top, mật độ infill, làm mát và tốc độ in, bạn có thể tạo ra các bản in 3D với bề mặt trên mịn, sạch và đồng đều với toàn bộ mô hình.