Infill Yếu Trong In 3D: Nguyên Nhân Và Cách Khắc Phục Hiệu Quả
Trong quá trình in 3D FDM, infill là một trong những yếu tố quan trọng nhất quyết định độ bền cơ học, khả năng chịu lực và độ ổn định hình dạng của sản phẩm. Tuy nhiên, rất nhiều người dùng – từ cá nhân đến doanh nghiệp – gặp phải tình trạng infill yếu, mỏng, kéo sợi hoặc không liên kết tốt, khiến chi tiết in dễ gãy, sụp bề mặt hoặc biến dạng khi sử dụng.
Bài viết này sẽ phân tích bản chất của lỗi infill yếu, các nguyên nhân phổ biến, đồng thời đưa ra giải pháp tối ưu trong phần mềm và quá trình in, giúp cải thiện đáng kể chất lượng và độ bền của sản phẩm in 3D.
1. Infill trong in 3D là gì và vì sao infill yếu gây ảnh hưởng nghiêm trọng?

Infill là cấu trúc vật liệu được in bên trong chi tiết, nằm giữa các lớp vỏ ngoài (perimeter hoặc shell). Khác với bề mặt ngoài vốn mang tính thẩm mỹ, infill đảm nhiệm các vai trò cốt lõi sau:
Liên kết các lớp vỏ ngoài, giúp chi tiết không bị rỗng hoặc tách lớp
Chịu và phân tán lực tác động, đặc biệt với các chi tiết kỹ thuật
Nâng đỡ các lớp bề mặt phía trên, tránh hiện tượng sụp mặt trên (top surface sagging)
Ảnh hưởng trực tiếp đến trọng lượng, thời gian in và lượng vật liệu tiêu thụ
Khi infill bị yếu, các vấn đề thường gặp bao gồm:Infill mảnh, đứt đoạn, kéo sợiCác đường infill không bám dính vào nhau hoặc vào vỏ ngoài
Bề mặt trên bị lõm, không phẳng
Chi tiết dễ gãy dù thành ngoài còn nguyên
Do đó, tối ưu infill không chỉ giúp tăng độ bền, mà còn nâng cao độ ổn định và tuổi thọ sản phẩm in 3D.
2. Nguyên nhân phổ biến khiến infill bị yếu hoặc không ổn định
Một trong những nguyên nhân thường gặp nhất là việc lựa chọn kiểu infill không phù hợp với mục đích sử dụng. Một số kiểu infill được thiết kế để tối ưu tốc độ in và tiết kiệm vật liệu, nhưng lại không đảm bảo độ cứng cần thiết cho các chi tiết kỹ thuật. Khi sử dụng các kiểu infill này cho sản phẩm chịu lực, infill thường không đủ chắc để đảm bảo độ bền lâu dài.
Tốc độ in infill quá cao cũng là yếu tố ảnh hưởng trực tiếp đến chất lượng. Trong nhiều thiết lập slicing, infill thường được in nhanh hơn perimeter. Nếu tốc độ vượt quá khả năng cấp nhựa của đầu đùn, hiện tượng thiếu nhựa sẽ xảy ra. Khi đó, các đường infill trở nên mảnh, không liên tục và bám dính kém, tạo ra kết cấu bên trong yếu và không đồng đều.
Ngoài ra, độ rộng đùn infill quá nhỏ cũng khiến infill không đạt được độ chắc cần thiết. Khi các đường infill quá mảnh, chúng khó liên kết với nhau và với lớp vỏ ngoài, đặc biệt trong các bản in lớn hoặc yêu cầu chịu lực. Bên cạnh đó, nhiệt độ nozzle không phù hợp với vật liệu cũng làm giảm khả năng kết dính giữa các đường infill, khiến infill trở nên giòn và dễ đứt đoạn.
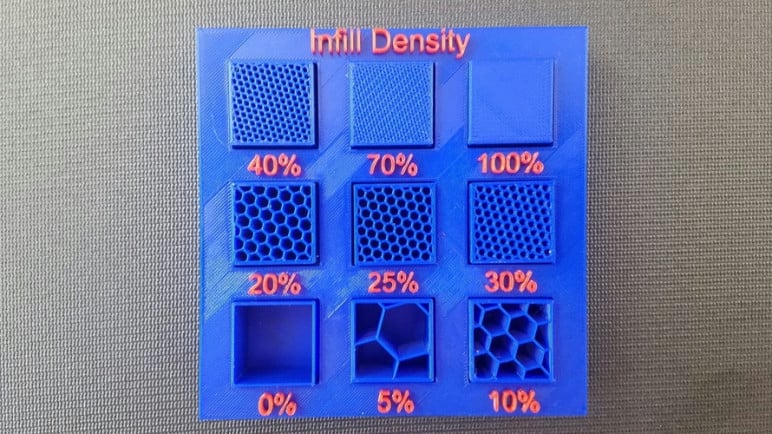
Mật độ infill thấp là nguyên nhân cuối cùng nhưng rất phổ biến. Với các chi tiết không yêu cầu chịu lực, mật độ infill thấp có thể chấp nhận được. Tuy nhiên, đối với chi tiết kỹ thuật, mật độ infill quá thấp sẽ tạo ra nhiều khoảng trống bên trong, khiến lực không được phân bố đều và làm giảm đáng kể độ bền tổng thể.
3. Giải pháp khắc phục infill yếu trong in 3D hiệu quả
Để cải thiện tình trạng infill yếu, trước tiên cần lựa chọn kiểu infill phù hợp với ứng dụng của chi tiết. Những kiểu infill có cấu trúc liên kết chặt chẽ và phân bố lực tốt sẽ giúp tăng độ cứng và độ ổn định của sản phẩm. Việc thay đổi kiểu infill thường mang lại hiệu quả rõ rệt mà không cần điều chỉnh quá nhiều thông số khác.
Giảm tốc độ in infill là giải pháp quan trọng khi xuất hiện hiện tượng thiếu nhựa hoặc infill không đồng đều. Khi tốc độ được giảm xuống, đầu đùn có đủ thời gian để cấp nhựa ổn định, giúp các đường infill liền mạch và bám dính tốt hơn. Điều này đặc biệt cần thiết đối với các vật liệu có độ nhớt cao hoặc các chi tiết có kích thước lớn.
Tăng độ rộng đùn cho infill cũng là một phương pháp rất hiệu quả. Khi các đường infill dày hơn, kết cấu bên trong sẽ chắc chắn hơn và khả năng liên kết giữa các đường nhựa được cải thiện rõ rệt. Tuy nhiên, khi áp dụng cách này, cần điều chỉnh lại mật độ infill để đảm bảo sự cân bằng giữa độ bền, thời gian in và lượng vật liệu tiêu thụ.
Bên cạnh đó, việc điều chỉnh nhiệt độ nozzle phù hợp với từng loại vật liệu là yếu tố không thể bỏ qua. Nhiệt độ in đúng giúp nhựa nóng chảy hoàn toàn, tăng khả năng kết dính giữa các đường infill và giữa infill với perimeter, từ đó cải thiện đáng kể độ bền cơ học của chi tiết.
4. Tối ưu infill để cân bằng độ bền, thời gian in và chi phí vật liệu
Tối ưu infill không đồng nghĩa với việc luôn tăng mật độ infill lên mức cao nhất. Một thiết lập infill hiệu quả cần dựa trên mục đích sử dụng của sản phẩm, yêu cầu chịu lực và điều kiện in thực tế. Việc kết hợp hợp lý giữa kiểu infill, mật độ infill, tốc độ in, độ rộng đùn và nhiệt độ sẽ giúp tạo ra cấu trúc bên trong chắc chắn mà vẫn tiết kiệm thời gian và vật liệu.
Khi infill được tối ưu đúng cách, sản phẩm in 3D không chỉ đạt chất lượng cao về mặt hình thức mà còn đảm bảo độ bền và độ tin cậy trong quá trình sử dụng thực tế. Đây là yếu tố đặc biệt quan trọng đối với các ứng dụng kỹ thuật, cơ khí và công nghiệp.
Infill yếu ảnh hưởng trực tiếp đến độ bền và độ ổn định của sản phẩm in 3D, đặc biệt với các chi tiết kỹ thuật. Việc tối ưu đồng bộ kiểu infill, tốc độ in, độ rộng đùn và nhiệt độ sẽ giúp cải thiện đáng kể chất lượng và khả năng chịu lực của bản in.
Với kinh nghiệm triển khai các giải pháp in 3D và quét 3D cho nhiều lĩnh vực, DETSA hỗ trợ tối ưu thông số in phù hợp, góp phần nâng cao hiệu quả và độ tin cậy của sản phẩm trong ứng dụng thực tế.