Tách Lớp In 3D Là Gì? Nguyên Nhân & Cách Khắc Phục Hiệu Quả
Trong in 3D công nghệ FDM/FFF, chất lượng sản phẩm không chỉ phụ thuộc vào độ chính xác hình học mà còn nằm ở độ bền liên kết giữa các lớp in. Một trong những lỗi phổ biến và gây ảnh hưởng nghiêm trọng nhất đến độ bền này chính là tách lớp in 3D.
Lỗi tách lớp không chỉ làm mô hình mất thẩm mỹ mà còn khiến sản phẩm dễ gãy, nứt hoặc hỏng hoàn toàn, đặc biệt với các chi tiết chịu lực hoặc có chiều cao lớn. Việc hiểu rõ bản chất, nguyên nhân và cách xử lý lỗi tách lớp là yếu tố quan trọng để nâng cao chất lượng in 3D một cách bền vững.
8 Nguyên nhân phổ biến gây tách lớp khi in 3D và cách xử lý
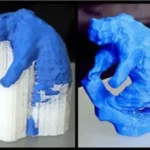
Hiện tượng tách lớp in 3D (layer separation / delamination) xảy ra khi các lớp vật liệu không liên kết chặt với nhau, khiến sản phẩm dễ nứt gãy theo phương ngang. Nguyên nhân chủ yếu đến từ việc thiết lập thông số in chưa tối ưu, điều kiện môi trường không ổn định hoặc chất lượng vật liệu không đảm bảo. Dưới đây là 8 nguyên nhân thường gặp nhất và giải pháp khắc phục hiệu quả.
1. Nhiệt độ nozzle quá thấp

Đầu phun (nozzle) có nhiệm vụ nung chảy hoàn toàn sợi nhựa trước khi đùn ra. Khi nhiệt độ nozzle thấp hơn mức khuyến nghị, nhựa chưa đạt độ dẻo cần thiết, dẫn đến khả năng kết dính giữa các lớp bị suy giảm nghiêm trọng.
Nhựa khi ra khỏi đầu phun sẽ không đủ nóng để hòa trộn nhiệt với lớp bên dưới, làm liên kết giữa các tầng trở nên rời rạc và dễ bong tách.
Cách khắc phục:
Tăng nhiệt độ đầu in thêm khoảng 5–10°C so với thiết lập ban đầu và theo dõi độ ổn định của dòng nhựa. Mức nhiệt phù hợp giúp nhựa thẩm thấu tốt hơn vào lớp trước, tạo nên cấu trúc vật liệu liền khối và chắc chắn.
2. Tốc độ in quá cao
Khi tốc độ in được thiết lập quá nhanh, đầu in di chuyển liên tục khiến sợi nhựa không có đủ thời gian để ép chặt và bám dính lên lớp cũ. Điều này đặc biệt dễ xảy ra ở các chi tiết nhỏ, góc cua hoặc bề mặt cong.
Dòng nhựa chưa kịp ổn định đã bị kéo sang vị trí mới, làm giảm đáng kể độ bền liên kết giữa các lớp.
Cách khắc phục:
Giảm tốc độ in xuống khoảng 40–50 mm/s, nhất là khi in các mô hình yêu cầu độ chính xác cao. Việc kiểm soát tốc độ hợp lý giúp vật liệu nguội đều và liên kết giữa các tầng trở nên bền vững hơn.
3. Quạt làm mát hoạt động quá mạnh
Quạt làm mát có vai trò giúp nhựa nhanh chóng đông cứng để giữ hình dạng, tuy nhiên nếu luồng gió quá mạnh sẽ khiến lớp nhựa mới bị giảm nhiệt đột ngột. Sự chênh lệch nhiệt độ lớn giữa các lớp làm cản trở quá trình liên kết nhiệt.
Điều này đặc biệt nguy hiểm với các vật liệu nhạy cảm nhiệt như ABS hoặc PETG.
Cách khắc phục:
Giảm công suất quạt làm mát hoặc tắt hoàn toàn trong một số giai đoạn in, đặc biệt khi in ABS. Duy trì nhiệt độ ổn định giúp các lớp nhựa kết dính tốt hơn và hạn chế hiện tượng tách lớp.
4. Layer height thiết lập quá lớn
Chiều cao lớp in ảnh hưởng trực tiếp đến diện tích tiếp xúc giữa các tầng vật liệu. Khi layer height quá lớn so với đường kính nozzle, sợi nhựa không được ép dẹt mà giữ dạng tròn, làm giảm bề mặt liên kết.
Diện tích tiếp xúc nhỏ khiến lực bám giữa các lớp yếu đi, dẫn đến hiện tượng nứt lớp theo phương ngang.
Cách khắc phục:
Thiết lập layer height không vượt quá 80% đường kính đầu phun. Việc giảm chiều cao lớp giúp nhựa ép sát hơn vào lớp trước, tăng độ bám dính và cải thiện đáng kể độ bền cơ học của bản in.
5. Nhiệt độ bàn in không đủ

Mặc dù bàn in chủ yếu ảnh hưởng đến lớp đầu tiên, nhưng nhiệt lượng tỏa ra từ bàn in đóng vai trò quan trọng trong việc giữ ổn định nhiệt cho toàn bộ mô hình. Khi nhiệt độ bàn in quá thấp, các lớp nhựa phía trên sẽ co rút nhanh, tạo ra ứng suất kéo lớn gây tách lớp.
Cách khắc phục:
Tăng nhiệt độ bàn in theo khuyến nghị của từng loại vật liệu để giữ các lớp nhựa ở trạng thái dẻo lâu hơn. Điều này giúp giảm co ngót không đều và ngăn chặn hiện tượng nứt lớp từ đáy lên thân sản phẩm.
6. Vật liệu in kém chất lượng hoặc bị ẩm
Sợi nhựa in 3D rất dễ hút ẩm từ không khí. Khi nhựa bị ẩm, hơi nước bên trong sẽ bay hơi khi đi qua đầu phun, tạo ra các bọt khí và khoảng rỗng trong dòng đùn.
Những khoảng trống này làm giảm diện tích tiếp xúc giữa các lớp, khiến liên kết vật liệu trở nên yếu và dễ bong tách.
Cách khắc phục:
Sấy khô cuộn nhựa trước khi in ở nhiệt độ phù hợp trong 4–6 giờ. Đồng thời, bảo quản vật liệu trong hộp kín có hạt hút ẩm để đảm bảo chất lượng nhựa luôn ổn định.
7. In ABS hoặc PETG nhưng không có enclosure
ABS và PETG rất nhạy cảm với sự thay đổi nhiệt độ môi trường. Khi in trong không gian mở, gió từ quạt, điều hòa hoặc cửa sổ có thể khiến mô hình nguội không đều, dẫn đến co ngót cục bộ và tách lớp.
Cách khắc phục:
Sử dụng enclosure (lồng che máy in) để giữ nhiệt độ môi trường ổn định trong suốt quá trình in. Enclosure giúp giảm thất thoát nhiệt, hạn chế ứng suất nội và đảm bảo các lớp nhựa nguội đồng đều.
8. Flow rate không ổn định
Flow rate không chính xác khiến lượng nhựa đùn ra không đồng đều, lúc thiếu lúc thừa. Khi nhựa không đủ lấp đầy các khe hở giữa các lớp, cấu trúc bản in sẽ xuất hiện điểm yếu và dễ bị tách lớp.
Cách khắc phục:
Hiệu chỉnh thông số Extrusion Multiplier / Flow trong phần mềm slicing để đảm bảo dòng nhựa ổn định. Dòng đùn đồng nhất giúp lấp đầy hoàn toàn các khoảng trống và tăng cường độ bền liên kết giữa các lớp.
Cách khắc phục lỗi tách lớp in 3D hiệu quả và bền vững
Để xử lý triệt để hiện tượng tách lớp in 3D (delamination), người dùng cần phối hợp đồng thời giữa thiết lập thông số in hợp lý, kiểm soát môi trường nhiệt và đảm bảo chất lượng vật liệu. Mục tiêu cốt lõi là kéo dài trạng thái nóng chảy của nhựa và tăng khả năng liên kết giữa các tầng in.
Điều chỉnh nhiệt độ nozzle phù hợp từng loại vật liệu
Nhiệt độ vòi phun quyết định trực tiếp khả năng nóng chảy và bám dính của sợi nhựa. Khi xảy ra hiện tượng tách lớp, việc tăng nhiệt độ nozzle từ 5–10°C thường mang lại hiệu quả rõ rệt nhờ cải thiện độ loãng và khả năng thẩm thấu của vật liệu.
| Vật liệu | Nhiệt độ nozzle đề xuất (°C) | Hiệu quả đạt được |
|---|---|---|
| PLA | 210 – 225 | Tăng độ bám và độ bóng bề mặt |
| ABS | 240 – 260 | Giảm nứt ngang và tách lớp |
| PETG | 235 – 250 | Cải thiện liên kết cơ học |
Lưu ý không nên tăng nhiệt độ quá cao vì có thể gây hiện tượng chảy xệ hoặc giảm độ chính xác chi tiết.
Giảm tốc độ in để tăng thời gian kết dính
Tốc độ in quá nhanh khiến nhựa chưa kịp nóng đều và chưa ép chặt vào lớp trước đã chuyển sang vị trí khác. Việc hạ tốc độ in xuống 30–40 mm/s giúp duy trì nhiệt lượng ổn định tại điểm in, cho phép các lớp nhựa hòa quyện tốt hơn.
Bạn nên giảm tốc độ tổng thể trước, sau đó in thử và quan sát độ liên kết giữa các layer. Khi đã đạt được độ bám mong muốn, có thể tăng dần tốc độ để tối ưu thời gian in.
Kiểm soát quạt làm mát theo từng loại nhựa
Quạt làm mát có vai trò giữ hình dạng mô hình, tuy nhiên nếu sử dụng không đúng mức sẽ gây sốc nhiệt và làm giảm khả năng liên kết giữa các lớp.
Với PLA: Nên giảm quạt xuống khoảng 50–70% khi thấy dấu hiệu nứt lớp hoặc bám dính kém. PLA cần làm mát nhưng không nên để gió thổi quá mạnh.
Với ABS: Cần tắt hoàn toàn quạt làm mát trong suốt quá trình in. ABS rất nhạy cảm với thay đổi nhiệt độ đột ngột và chỉ ổn định khi nguội đi một cách tự nhiên.
Việc kiểm soát luồng gió hợp lý giúp hạn chế co ngót và giữ cấu trúc mô hình liền khối.
Giảm chiều cao lớp in để tăng diện tích tiếp xúc
Chiều cao layer ảnh hưởng lớn đến độ ép của sợi nhựa. Với nozzle 0.4mm, bạn nên đặt layer height từ 0.15–0.2mm để đảm bảo sợi nhựa được ép dẹt, gia tăng diện tích tiếp xúc giữa các tầng.
Layer càng mỏng, lực ép càng lớn, giúp nhựa bám chắc hơn và giảm nguy cơ tách lớp khi mô hình chịu lực.
Tăng nhẹ flow rate để cải thiện độ đặc khít
Lượng nhựa đùn ra không đủ sẽ tạo ra các khe hở giữa các layer. Việc tăng flow rate từ 2–5% giúp bù đắp thiếu hụt vật liệu và tạo áp lực ép tốt hơn.
Cách thực hiện:
Mở phần mềm slicer (Cura, PrusaSlicer…) và tìm thông số Flow hoặc Extrusion Multiplier
Tăng giá trị hiện tại khoảng 3%, sau đó in test
Nếu vẫn còn khe hở, tiếp tục tăng dần nhưng không vượt quá 5% để tránh over-extrusion
In thử bằng mẫu calibration đơn giản giúp bạn đánh giá chính xác hiệu quả điều chỉnh.
Sử dụng enclosure cho ABS và PETG

Enclosure giúp tạo môi trường nhiệt kín và ổn định quanh vật thể in. Điều này đặc biệt quan trọng với ABS và PETG vì hai loại nhựa này dễ co ngót khi gặp gió lạnh.
Buồng in kín giúp mô hình nguội đều từ trong ra ngoài, giảm ứng suất nhiệt và loại bỏ hoàn toàn nguy cơ nứt lớp giữa thân sản phẩm.
Sấy filament đúng cách trước khi in
Filament bị ẩm là nguyên nhân âm thầm nhưng rất phổ biến gây tách lớp. Hơi nước trong nhựa làm gián đoạn dòng đùn và tạo lỗ khí giữa các layer.
Khuyến nghị sấy:
PLA: 45°C trong 4 giờ
ABS & PETG: 65°C trong 6 giờ
Sợi nhựa khô giúp dòng chảy ổn định, tăng độ bám và cải thiện rõ rệt độ bền cơ học của bản in.
Kiểm tra đường chạy dao trong slicer

Cuối cùng, hãy luôn xem trước mô phỏng đường in trong phần mềm slicing. Các khoảng hở giữa thành trong và thành ngoài hoặc mật độ infill không hợp lý cũng có thể là nguyên nhân gây tách lớp.
Đảm bảo các đường in chồng lấp đủ nhiều và tạo thành một khối thống nhất sẽ giúp mô hình đạt độ chắc chắn tối đa.