Lỗi In 3D: Nguyên Nhân Khiến Bề Mặt In Bị Khô Ráp & Cách Khắc Phục Hiệu Quả
Bề mặt in 3d khô ráp thường xuất hiện nhiều trong quá trình in 3D. Chất lượng bề mặt là một trong những yếu tố quan trọng quyết định tính thẩm mỹ và độ chính xác của sản phẩm. Tuy nhiên, rất nhiều người dùng gặp phải tình trạng bề mặt in 3D bị khô ráp, sần sùi hoặc không mịn, đặc biệt khi in bằng công nghệ FDM/FFF.
Lỗi bề mặt khô ráp không chỉ làm giảm giá trị thẩm mỹ của chi tiết in mà còn có thể ảnh hưởng đến độ bền cơ học, khả năng lắp ráp và độ chính xác kích thước. Đối với các ứng dụng kỹ thuật, thiết kế ngược hay tạo mẫu sản phẩm, đây là một lỗi cần được kiểm soát và khắc phục triệt để.
Bài viết này sẽ phân tích biểu hiện, nguyên nhân phổ biến và các giải pháp tối ưu giúp cải thiện bề mặt in 3D, hướng đến chất lượng in ổn định và chuyên nghiệp hơn.

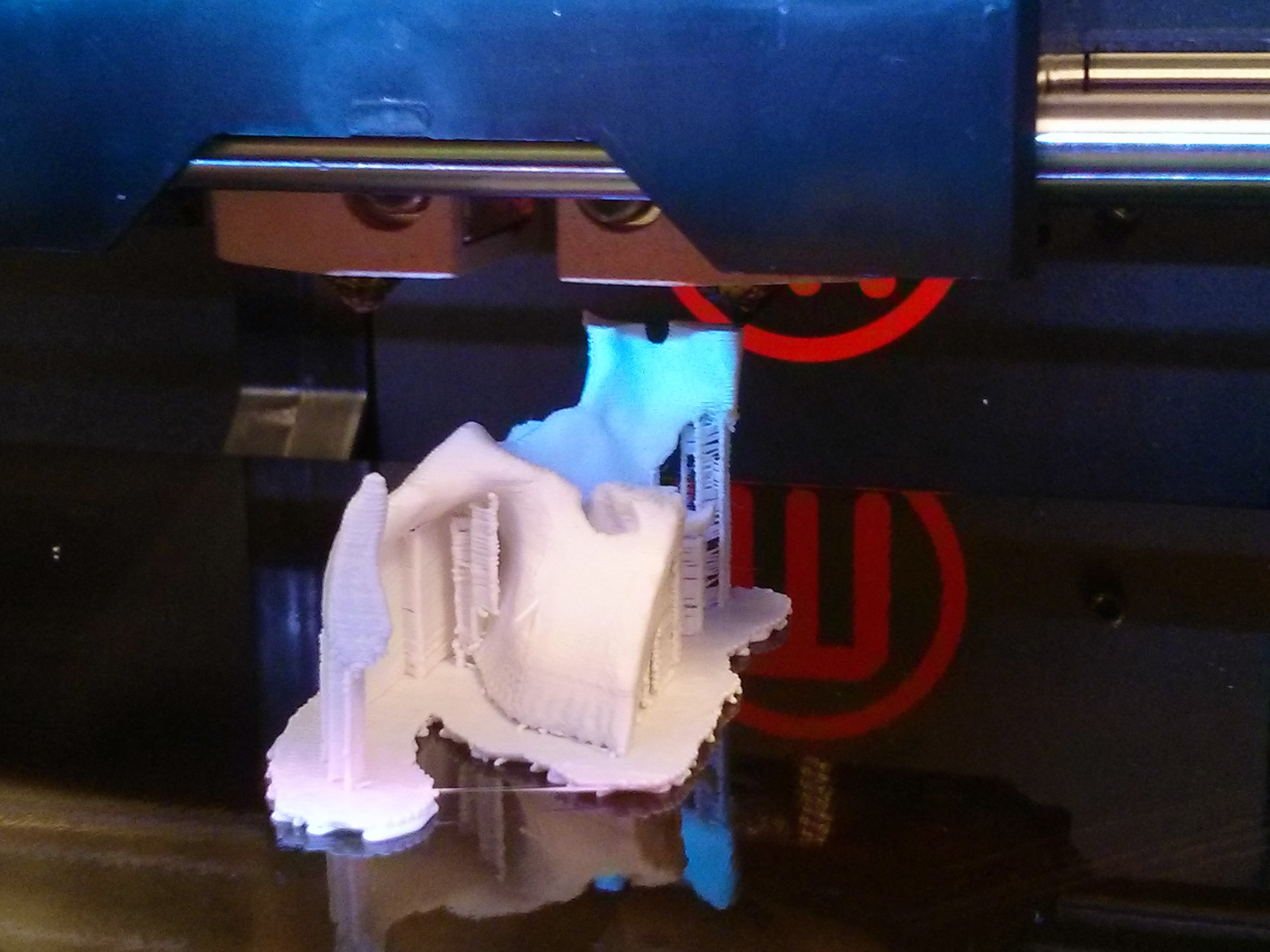
Biểu hiện của lỗi in 3D bề mặt bị khô ráp
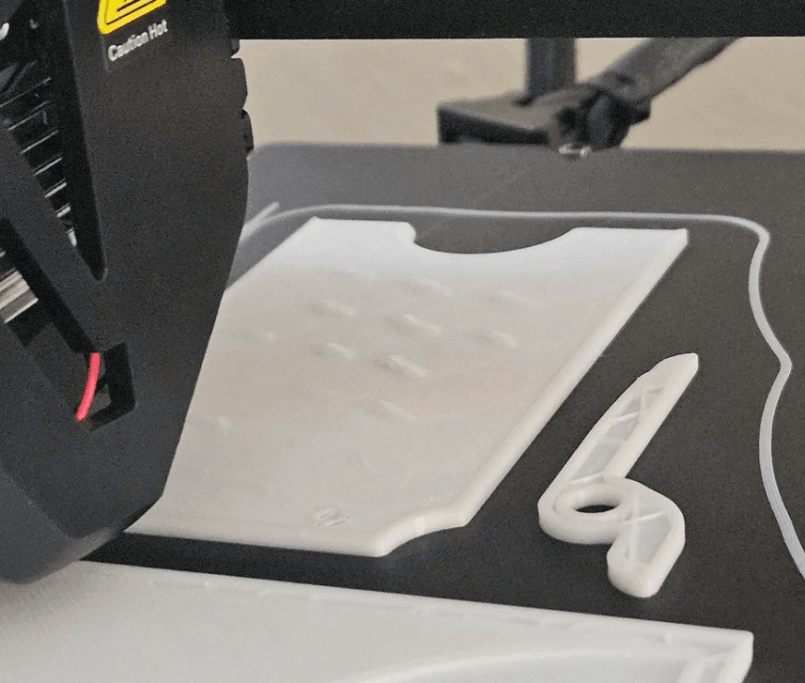
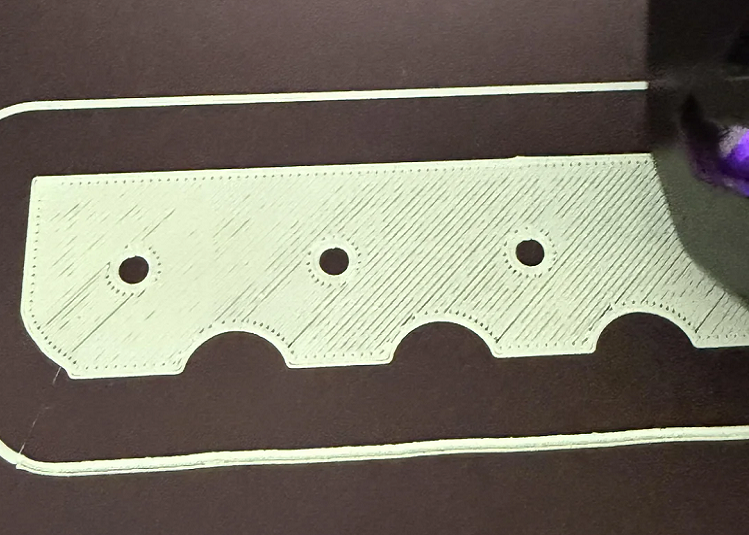
Lỗi bề mặt khô ráp có thể dễ dàng nhận biết bằng mắt thường hoặc khi sờ trực tiếp vào sản phẩm in. Một số biểu hiện phổ biến gồm:
Bề mặt sản phẩm sần sùi, nhám, không mịn đều
Các lớp in (layer) không liên kết mượt, nhìn rõ đường layer
Xuất hiện lỗ nhỏ li ti, rỗ bề mặt
Bề mặt có cảm giác khô, giòn, thiếu độ liền mạch
Màu sắc không đồng đều, bề mặt thiếu độ bóng
Tình trạng này thường xuất hiện rõ hơn ở lớp ngoài (outer wall), các chi tiết cong hoặc vùng có thay đổi hình học phức tạp.
Nguyên nhân khiến bề mặt in 3D bị khô ráp
Nhiệt độ đầu phun không phù hợp
Nhiệt độ đầu phun (nozzle temperature) đóng vai trò quyết định đến độ chảy của vật liệu.
Nhiệt độ quá thấp: nhựa không nóng chảy hoàn toàn, dòng nhựa ra không đều, dẫn đến bề mặt thô ráp
Nhiệt độ quá cao: nhựa bị cháy nhẹ, chảy loãng quá mức, gây bề mặt xấu và mất chi tiết
Mỗi loại filament (PLA, ABS, PETG, TPU…) đều có dải nhiệt độ tối ưu riêng, nếu không điều chỉnh đúng sẽ rất dễ gây lỗi bề mặt.
Tốc độ in quá nhanh
Tốc độ in cao khiến:
Nhựa không kịp nóng chảy đều trước khi đùn ra
Các lớp không có đủ thời gian để bám dính vào nhau
Bề mặt ngoài trở nên khô, thiếu độ mượt
Đặc biệt, tốc độ cao ở outer wall thường là nguyên nhân chính khiến bề mặt sản phẩm bị sần sùi.
Filament bị ẩm hoặc chất lượng kém
Filament hút ẩm là nguyên nhân rất phổ biến nhưng thường bị bỏ qua.
Nhựa ẩm khi in sẽ tạo ra bọt khí li ti
Dòng nhựa phun ra không ổn định
Bề mặt in xuất hiện rỗ và khô ráp
Ngoài ra, filament kém chất lượng, đường kính không đồng đều cũng làm lưu lượng nhựa thiếu ổn định.
Chiều cao layer (Layer Height) chưa tối ưu
Layer height quá cao → bề mặt thô, nhìn rõ từng lớp
Layer height quá thấp nhưng máy chưa hiệu chỉnh tốt → nhựa chồng lớp không đều
Việc lựa chọn chiều cao layer không phù hợp với nozzle và mục đích in cũng ảnh hưởng trực tiếp đến độ mịn của bề mặt.
Hệ thống làm mát (Cooling fan) chưa hợp lý
Quạt làm mát quá mạnh có thể khiến:
Nhựa nguội quá nhanh trước khi kịp liên kết
Bề mặt ngoài bị khô và thiếu độ bóng
Ngược lại, làm mát kém lại gây chảy xệ và biến dạng. Việc cân bằng airflow là yếu tố rất quan trọng.
Đầu phun (Nozzle) bị mòn hoặc tắc nhẹ
Nozzle sau thời gian dài sử dụng có thể:
Bị mòn, đặc biệt khi in vật liệu có sợi carbon, sợi thủy tinh
Bị bám cặn nhựa cháy
Điều này làm dòng nhựa không tròn đều, gây bề mặt in xấu và khô ráp.
Flow rate và extrusion chưa được hiệu chỉnh
Flow quá thấp → thiếu nhựa, bề mặt rỗ
Flow quá cao → nhựa tràn, bề mặt không đều
Việc chưa hiệu chỉnh extrusion multiplier chính xác sẽ làm chất lượng bề mặt giảm đáng kể.
Cách khắc phục lỗi in 3D khiến bề mặt bị khô ráp
Để cải thiện bề mặt in 3D bị khô ráp, cần điều chỉnh đồng thời nhiều yếu tố kỹ thuật, thay vì chỉ thay đổi một thông số đơn lẻ.
Điều chỉnh nhiệt độ đầu phun phù hợp với vật liệu
Kiểm tra dải nhiệt độ khuyến nghị của filament (PLA, ABS, PETG, TPU…)
Nếu nhiệt độ quá thấp, nhựa sẽ không chảy đều → bề mặt sần sùi
Tăng hoặc giảm nhiệt độ từng bước 5°C để tìm mức tối ưu
Nên in temperature tower để xác định nhiệt độ cho bề mặt mịn nhất
 Ví dụ: PLA thường cho bề mặt mịn hơn trong khoảng 190–210°C (tùy hãng nhựa).
Ví dụ: PLA thường cho bề mặt mịn hơn trong khoảng 190–210°C (tùy hãng nhựa).
Giảm tốc độ in, đặc biệt là lớp ngoài (Outer Wall)
Giảm tốc độ outer wall so với inner wall
Tốc độ thấp giúp nhựa bám tốt hơn và liên kết giữa các lớp mượt hơn
Ưu tiên chất lượng bề mặt thay vì tốc độ in nhanh
Khuyến nghị: Outer wall nên in chậm hơn 20–40% so với tốc độ tổng.
Sấy khô filament trước khi in
Filament hút ẩm là nguyên nhân phổ biến gây bề mặt khô ráp và rỗ
Sử dụng máy sấy filament hoặc lò sấy chuyên dụng
Bảo quản filament trong hộp kín có túi hút ẩm sau khi sấy
Lưu ý: Ngay cả PLA cũng có thể hút ẩm nếu bảo quản không đúng cách.
Tối ưu chiều cao layer (Layer Height)
Không nên chọn layer quá cao nếu cần bề mặt mịn
Layer height nên nằm trong khoảng 25–75% đường kính nozzle
Với nozzle 0.4 mm, layer phổ biến là 0.2 mm
Sản phẩm yêu cầu thẩm mỹ cao có thể giảm layer xuống 0.12–0.16 mm
Điều chỉnh hệ thống làm mát (Cooling Fan)
Tránh để quạt làm mát quá mạnh khiến nhựa nguội quá nhanh
Giảm tốc độ quạt ở lớp ngoài nếu bề mặt bị khô
Mỗi vật liệu cần mức làm mát khác nhau (PLA cần quạt nhiều hơn ABS)
Lưu ý: Làm mát không hợp lý có thể khiến lớp in thiếu liên kết.
Kiểm tra và vệ sinh đầu phun (Nozzle)
Vệ sinh nozzle định kỳ để loại bỏ nhựa cháy, cặn bẩn
Thay nozzle nếu đã bị mòn hoặc tắc nhẹ
Với vật liệu kỹ thuật (carbon, glass fiber), nên dùng nozzle cứng (hardened steel)
Hiệu chỉnh lưu lượng nhựa (Flow rate / Extrusion)
Flow quá thấp → thiếu nhựa, bề mặt rỗ và khô
Flow quá cao → nhựa tràn, bề mặt không đều
In test cube để hiệu chỉnh extrusion multiplier chính xác
Khuyến nghị: Điều chỉnh flow từng bước nhỏ 1–2%.
Câu hỏi thường gặp về lỗi bề mặt in 3D khô ráp
Bề mặt in khô ráp có phải do nhựa kém chất lượng không?
Không hoàn toàn, nhưng filament kém hoặc ẩm là nguyên nhân phổ biến.
Giảm tốc độ in có giúp bề mặt mịn hơn không?
Có, đặc biệt là tốc độ lớp ngoài.
Có cần thay nozzle không?
Nên thay nếu nozzle đã mòn hoặc in vật liệu kỹ thuật lâu ngày.
Lỗi bề mặt in 3D bị khô ráp là vấn đề thường gặp nhưng hoàn toàn có thể khắc phục nếu hiểu rõ nguyên nhân và điều chỉnh đúng thông số. Việc tối ưu nhiệt độ, tốc độ, vật liệu và hệ thống làm mát không chỉ giúp cải thiện thẩm mỹ mà còn nâng cao chất lượng kỹ thuật của sản phẩm in 3D. Nếu bạn đang gặp các vấn đề về chất lượng in 3D hoặc cần tư vấn giải pháp tối ưu thiết bị, vật liệu và quy trình in 3D, hãy liên hệ DETSA để được hỗ trợ chuyên sâu và phù hợp với nhu cầu thực tế.