3D Printing Error: Cause of the In-State Face Implementing Effects
Dry 3d printing surfaces often appear extensively during 3D printing. CScope is one of the key factors that determines the aesthetics and accuracy of the product. Many users, however, face the situation 3D printing surfaces are dried, walrus or not smooth, especially when printing with FDM/FFF technology.
The dry surface error not only reduces the aesthetic value of print details but can also affect Mechanical durability, assembleability and precision sizeYeah. For technical applications, reverse design or product modeling, this is an error that needs to be fully controlled and corrected.
This article will analyze expression, common cause and optimum solutions Helps improve the 3D print surface, towards more stable and professional quality.
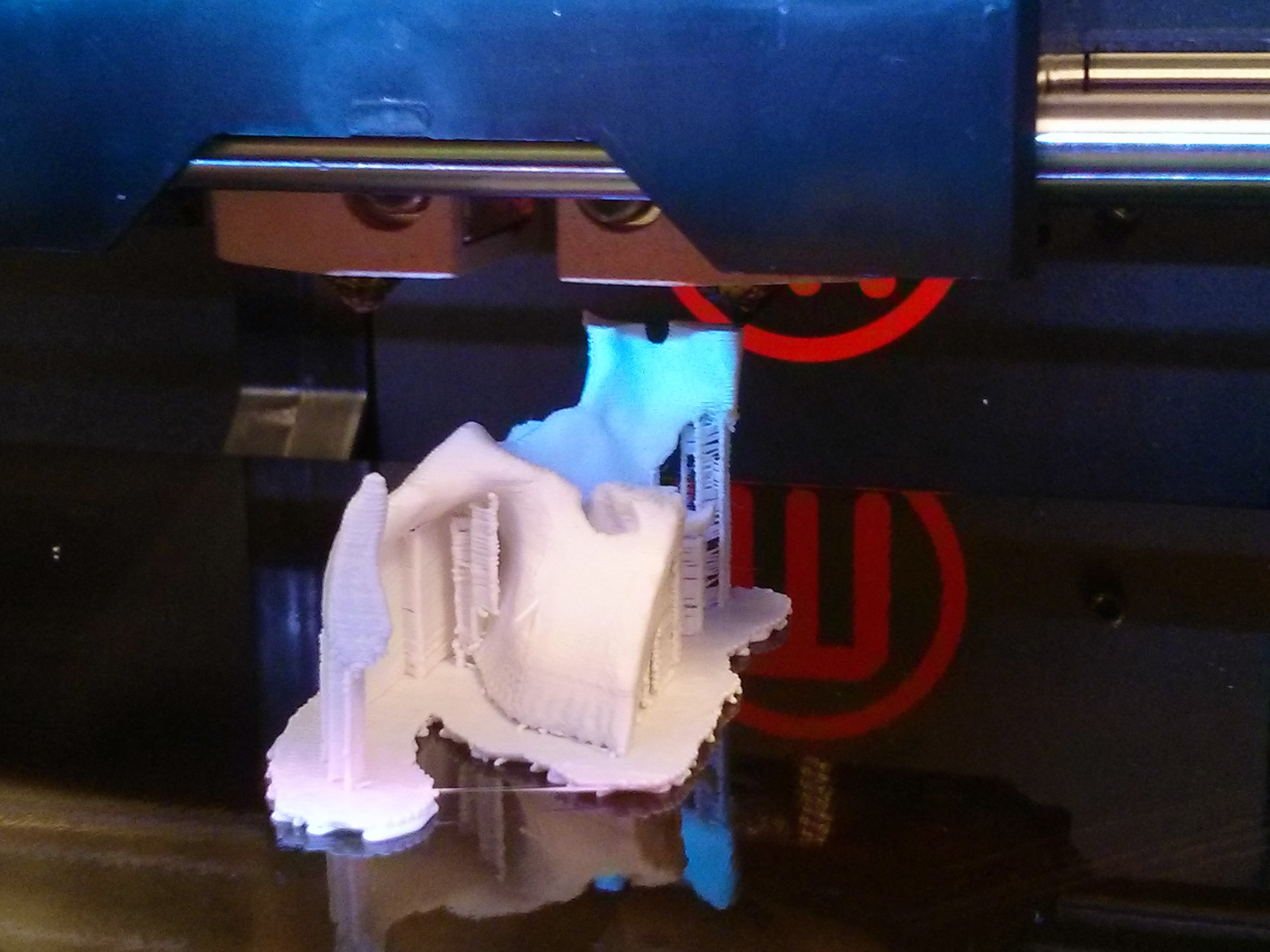
The expression of a 3D print error is dry surfaced
Dry surface error can easily be identified by the naked eye or when touched directly by print products. Some common expressions include:
The product surface Wrestling, GineNot smooth.
Layers in Layers no smooth linkClear line
Export tiny holeThe surface.
The surface has feelings Dry, crisplack of pulse
Indigenous colors, the surface lacks shade
The situation is more common in outer wall class, curved details or areas with complex geometry changes.
Causes of the 3D printing surface to dry up
The first temperature is inappropriate.
The precipitation temperature is nostalgia stampature as a decisive role to the point of flowing the material.
The temperature is too low.: The plastic is not completely melted, the plastic flow is irregular, which leads to rough surfaces
The temperature is too high.: The plastic is slightly burned, too thin, causing the surface to be ugly and lose details
Every genre of filament PLA, ABS, PETG, TPU... is available. Private optimum temperature stripIf you don't make the right adjustments, it's very easy to make surface mistakes.
Printing speed too fast
High speed print for:
We can't melt before we get out.
Classes don't have enough time to stick together
The surface becomes dry, lack of smoothness
In particular, high speed at outer wall It is often the main cause of the product's surface loss.
Filament is wet or poor quality.
Filament is a very common but often ignored cause.
The moisture when printed will create Sorry.
The plastic flow is unstable.
Print surface appearances https://www.vs and dryness
In addition, the unquality filament also makes the plastic flow unstable.
Layer Height height not optimized
Layer height is too high (10) rough surface, visible layers
Layer height is too low but the machine is not well modified
Việc lựa chọn chiều cao layer không phù hợp với nozzle và mục đích in cũng ảnh hưởng trực tiếp đến độ mịn của bề mặt.
Hệ thống làm mát (Cooling fan) chưa hợp lý
Quạt làm mát quá mạnh có thể khiến:
Nhựa nguội quá nhanh trước khi kịp liên kết
Bề mặt ngoài bị khô và thiếu độ bóng
Ngược lại, làm mát kém lại gây chảy xệ và biến dạng. Việc cân bằng airflow là yếu tố rất quan trọng.
Đầu phun (Nozzle) bị mòn hoặc tắc nhẹ
Nozzle sau thời gian dài sử dụng có thể:
Bị mòn, đặc biệt khi in vật liệu có sợi carbon, sợi thủy tinh
Bị bám cặn nhựa cháy
Điều này làm dòng nhựa không tròn đều, gây bề mặt in xấu và khô ráp.
Flow rate và extrusion chưa được hiệu chỉnh
Flow quá thấp → thiếu nhựa, bề mặt rỗ
Flow quá cao → nhựa tràn, bề mặt không đều
Việc chưa hiệu chỉnh extrusion multiplier chính xác sẽ làm chất lượng bề mặt giảm đáng kể.
Cách khắc phục lỗi in 3D khiến bề mặt bị khô ráp
Để cải thiện bề mặt in 3D bị khô ráp, cần điều chỉnh đồng thời nhiều yếu tố kỹ thuật, thay vì chỉ thay đổi một thông số đơn lẻ.
Điều chỉnh nhiệt độ đầu phun phù hợp với vật liệu
Kiểm tra dải nhiệt độ khuyến nghị của filament (PLA, ABS, PETG, TPU…)
Nếu nhiệt độ quá thấp, nhựa sẽ không chảy đều → bề mặt sần sùi
Tăng hoặc giảm nhiệt độ từng bước 5°C để tìm mức tối ưu
Nên in temperature tower để xác định nhiệt độ cho bề mặt mịn nhất
 Ví dụ: PLA thường cho bề mặt mịn hơn trong khoảng 190–210°C (tùy hãng nhựa).
Ví dụ: PLA thường cho bề mặt mịn hơn trong khoảng 190–210°C (tùy hãng nhựa).
Giảm tốc độ in, đặc biệt là lớp ngoài (Outer Wall)
Giảm tốc độ outer wall so với inner wall
Tốc độ thấp giúp nhựa bám tốt hơn và liên kết giữa các lớp mượt hơn
Ưu tiên chất lượng bề mặt thay vì tốc độ in nhanh
Khuyến nghị: Outer wall nên in chậm hơn 20–40% so với tốc độ tổng.
Sấy khô filament trước khi in
Filament hút ẩm là nguyên nhân phổ biến gây bề mặt khô ráp và rỗ
Sử dụng máy sấy filament hoặc lò sấy chuyên dụng
Bảo quản filament trong hộp kín có túi hút ẩm sau khi sấy
Lưu ý: Ngay cả PLA cũng có thể hút ẩm nếu bảo quản không đúng cách.
Tối ưu chiều cao layer (Layer Height)
Không nên chọn layer quá cao nếu cần bề mặt mịn
Layer height nên nằm trong khoảng 25–75% đường kính nozzle
Với nozzle 0.4 mm, layer phổ biến là 0.2 mm
Sản phẩm yêu cầu thẩm mỹ cao có thể giảm layer xuống 0.12–0.16 mm
Điều chỉnh hệ thống làm mát (Cooling Fan)
Tránh để quạt làm mát quá mạnh khiến nhựa nguội quá nhanh
Giảm tốc độ quạt ở lớp ngoài nếu bề mặt bị khô
Mỗi vật liệu cần mức làm mát khác nhau (PLA cần quạt nhiều hơn ABS)
Lưu ý: Làm mát không hợp lý có thể khiến lớp in thiếu liên kết.
Kiểm tra và vệ sinh đầu phun (Nozzle)
Vệ sinh nozzle định kỳ để loại bỏ nhựa cháy, cặn bẩn
Thay nozzle nếu đã bị mòn hoặc tắc nhẹ
Với vật liệu kỹ thuật (carbon, glass fiber), nên dùng nozzle cứng (hardened steel)
Hiệu chỉnh lưu lượng nhựa (Flow rate / Extrusion)
Flow quá thấp → thiếu nhựa, bề mặt rỗ và khô
Flow quá cao → nhựa tràn, bề mặt không đều
In test cube để hiệu chỉnh extrusion multiplier chính xác
Khuyến nghị: Điều chỉnh flow từng bước nhỏ 1–2%.
Câu hỏi thường gặp về lỗi bề mặt in 3D khô ráp
Bề mặt in khô ráp có phải do nhựa kém chất lượng không?
Không hoàn toàn, nhưng filament kém hoặc ẩm là nguyên nhân phổ biến.
Giảm tốc độ in có giúp bề mặt mịn hơn không?
Có, đặc biệt là tốc độ lớp ngoài.
Có cần thay nozzle không?
Nên thay nếu nozzle đã mòn hoặc in vật liệu kỹ thuật lâu ngày.
Lỗi bề mặt in 3D bị khô ráp là vấn đề thường gặp nhưng hoàn toàn có thể khắc phục nếu hiểu rõ nguyên nhân và điều chỉnh đúng thông số. Việc tối ưu nhiệt độ, tốc độ, vật liệu và hệ thống làm mát không chỉ giúp cải thiện thẩm mỹ mà còn nâng cao chất lượng kỹ thuật của sản phẩm in 3D. Nếu bạn đang gặp các vấn đề về chất lượng in 3D hoặc cần tư vấn giải pháp tối ưu thiết bị, vật liệu và quy trình in 3D, hãy liên hệ DETSA để được hỗ trợ chuyên sâu và phù hợp với nhu cầu thực tế.