The Right 3D Printer Wire, Increase accuracy
Cách siết dây đai máy in 3D đúng chuẩn là yếu tố quan trọng nhưng thường bị bỏ qua khi tối ưu chất lượng in. Nhiều trường hợp bản in ban đầu rất ổn, nhưng về sau lại xuất hiện gợn sóng, góc bị mềm hoặc các lớp in không còn khớp chính xác. Dù thường bị đổ lỗi cho cài đặt slicer hoặc vật liệu, nguyên nhân thực sự lại nằm ở độ căng dây đai chưa phù hợp.
Dây đai quyết định mức độ chính xác khi máy in di chuyển trên các trục X và Y. Nếu dây đai quá lỏng hoặc bị siết quá chặt, bản in của bạn sẽ không đạt độ sắc nét dù đã tối ưu cài đặt máy. Trong hướng dẫn này, bạn sẽ tìm hiểu độ căng dây đai máy in 3D là gì, cách kiểm tra và cách điều chỉnh cũng như bảo trì đúng cách.
Độ căng dây đai máy in 3D là gì?
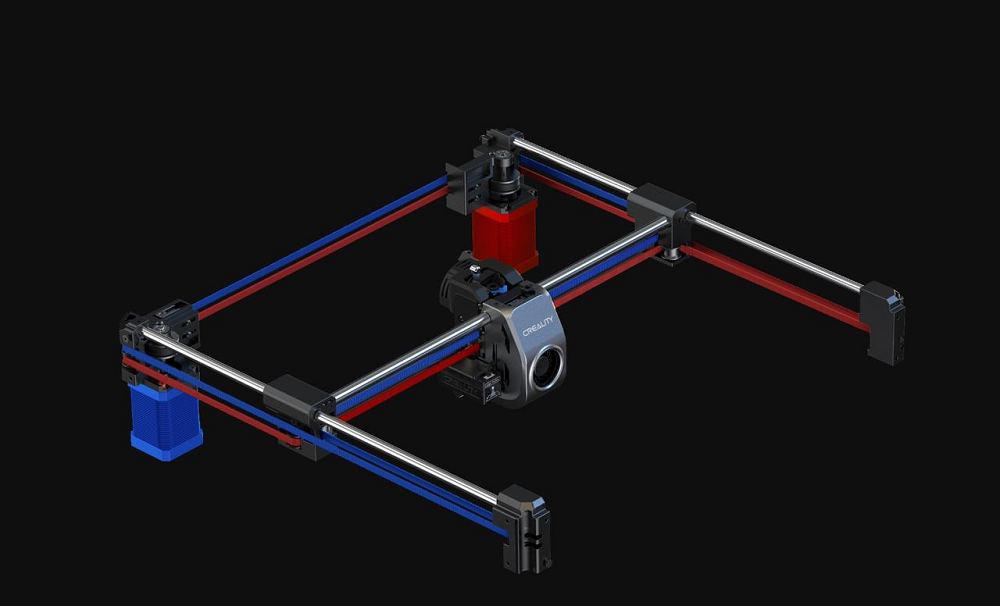
Trong hầu hết các máy in 3D FDM hiện nay trên thị trường, các trục X và Y sử dụng dây đai răng (dạng phẳng) để điều khiển chuyển động. Những dây đai này được kết nối với đầu in hoặc bàn in thông qua động cơ bước (stepper motor). Vì vậy, độ căng dây đai máy in 3D chính là mức độ siết chặt hoặc lực căng mà puly tác động lên dây đai.

Độ căng dây đai phù hợp đóng vai trò quan trọng trong chất lượng bản in. Nếu dây đai quá lỏng, nó có thể bị trượt hoặc rung lắc, dẫn đến các lỗi như lệch lớp (layer shifting), sai lệch kích thước hoặc hiện tượng bóng mờ (ghosting) trên bề mặt in. Ngược lại, nếu dây đai không được căng đúng cách, cũng có thể khiến động cơ và puly bị hao mòn theo thời gian.
5 Dấu Hiệu Dây Đai Cần Điều Chỉnh
Việc nhận biết sớm các dấu hiệu dây đai bị sai độ căng sẽ giúp bạn xử lý kịp thời và tránh lỗi in. Dưới đây là 5 dấu hiệu phổ biến cho thấy dây đai máy in 3D của bạn cần được kiểm tra và điều chỉnh:
1. Ghosting hoặc “Ringing”
Bề mặt in xuất hiện các gợn sóng mờ như “dư ảnh” sau các góc cạnh sắc nét, còn gọi là ghosting hoặc ringing. Nguyên nhân là do dây đai lỏng khiến đầu in bị rung sau khi đổi hướng đột ngột.
2. Lệch lớp (Layer Shifting)
Một phần của bản in bị lệch sang ngang so với các lớp bên dưới. Điều này xảy ra khi dây đai lỏng làm trượt răng trên puly hoặc khiến đầu in vượt quá vị trí dừng dự kiến.
3. Sai lệch kích thước (Dimensional Distortion)
Hình tròn bị in thành oval hoặc hình vuông bị biến dạng thành hình chữ nhật. Đây là dấu hiệu điển hình khi độ căng dây đai giữa các trục không đồng đều, khiến máy không giữ được hình học chính xác.
4. Độ võng dây đai quá lớn (Excessive Belt Deflection)
Nhấn vào giữa dây đai, nếu thấy võng xuống quá nhiều (vài mm) hoặc cảm giác lỏng lẻo, nghĩa là dây đai chưa đủ căng. Dây đai đạt chuẩn sẽ có độ chắc vừa phải và phát ra âm “tưng” nhẹ khi gảy.
5. Hao mòn vật lý rõ rệt (Visible Physical Wear)
Kiểm tra dây đai xem có bị sờn, nứt hoặc mất răng không. Dù độ căng có vẻ ổn, nhưng khi dây đai đã xuống cấp vẫn sẽ gây trượt và có thể hỏng bất cứ lúc nào. Nên thay thế ngay nếu phát hiện hư hỏng.
Cách Kiểm Tra Độ Căng Dây Đai Máy In 3D
Trước khi siết dây đai, bạn cần kiểm tra và đánh giá độ căng hiện tại. Dưới đây là các phương pháp đơn giản giúp xác định độ căng dây đai mà không cần dụng cụ chuyên dụng.
1. Kiểm tra độ võng (Deflection Test – dùng thước)
Nhấn vào phần giữa của dây đai. Dây đai đạt chuẩn sẽ có độ cứng nhất định và chỉ võng khoảng 1 mm trên mỗi 60–70 mm chiều dài. Nếu dây đai dễ bị nhún xuống như dây cao su lỏng thì cần siết lại.
2. Kiểm tra bằng âm thanh (Pluck Test)
Gảy nhẹ vào đoạn dây đai dài nhất giống như dây đàn guitar. Nếu âm trầm và rõ thì độ căng đang lý tưởng. Nếu âm đục thì dây đai đang quá lỏng. Nếu phát ra âm cao kiểu “ping” thì dây đai đang bị siết quá chặt và có thể ảnh hưởng đến motor.
3. Kiểm tra chuyển động tay (Manual Glide Test)
Tắt máy và di chuyển đầu in hoặc bàn in bằng tay. Nếu chuyển động mượt và đều thì bình thường. Nếu có cảm giác trễ hoặc rơ khi đổi hướng thì dây đai đang lỏng. Nếu thấy nặng hoặc bị khựng thì dây đai đang quá căng.
4. Kiểm tra bằng công cụ (Mechanical/Software Tools)
Bạn có thể sử dụng thước đo độ căng in 3D để kiểm tra độ võng thực tế của dây đai. Ngoài ra, có thể dùng các ứng dụng như Guitar Tuner hoặc Spectrolyzer để đo tần số rung, thông thường dây đai đạt chuẩn sẽ nằm trong khoảng 60–90 Hz. Với các dòng máy cao cấp như Prusa hoặc sử dụng Klipper, bạn có thể chạy tính năng “Belt Test” để kiểm tra và nhận kết quả dạng số.
Cách Điều Chỉnh Và Siết Dây Đai Máy In 3D
Việc điều chỉnh độ căng dây đai có thể khác nhau tùy theo từng dòng máy, nhưng về cơ bản đều theo nguyên tắc chung là nới lỏng, điều chỉnh vị trí và siết lại. Dưới đây là các bước cơ bản dành cho người mới bắt đầu.
1. Chuẩn bị
Trước tiên, hãy tắt máy in và rút nguồn điện. Điều này giúp đảm bảo an toàn, tránh việc động cơ hoạt động ngoài ý muốn hoặc gây nguy hiểm trong quá trình thao tác.
2. Xác định vị trí tăng đai (Tensioner)
Tìm vị trí bộ phận tăng đai ở hai trục X (đầu in) và Y (bàn in). Đây là khu vực bạn sẽ thực hiện việc điều chỉnh độ căng dây đai.

Kiểu núm vặn (Knob Style): Các dòng máy in hiện đại như Anycubic Kobra hoặc Creality Ender 3 V3 thường sử dụng núm vặn tay để điều chỉnh độ căng dây đai một cách nhanh chóng và tiện lợi.
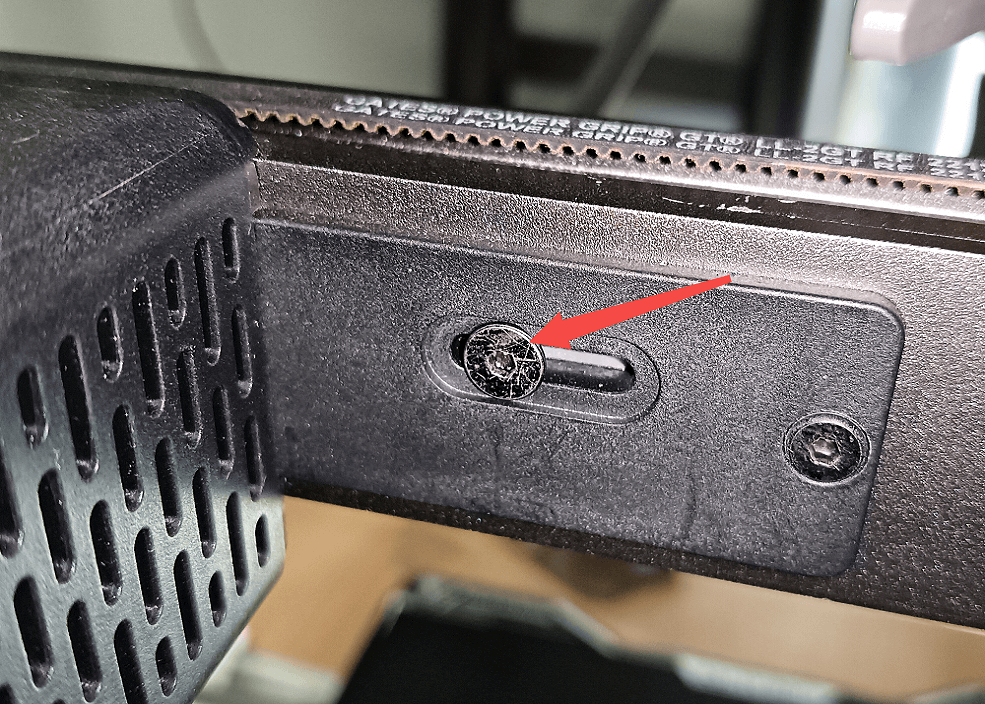
Kiểu dùng ốc (Screw Style): Các dòng máy cũ hoặc máy tự lắp ráp (DIY) thường sử dụng ốc lục giác để cố định giá đỡ trượt, cho phép điều chỉnh độ căng dây đai bằng cách nới và siết lại vị trí.
3. Quy Trình Điều Chỉnh Độ Căng Dây Đai
Đối với cơ cấu núm vặn, bạn chỉ cần xoay núm theo chiều kim đồng hồ để siết dây đai. Trong quá trình điều chỉnh, có thể kết hợp với phương pháp “Pluck Test” đã đề cập trước đó để xác định mức độ căng phù hợp.
Đối với cơ cấu sử dụng ốc, trước tiên hãy nới lỏng nhẹ các ốc cố định để giá đỡ có thể di chuyển. Sau đó, dùng lục giác làm đòn bẩy để đẩy giá đỡ ra xa khung máy hoặc kéo căng dây đai bằng tay. Khi đạt được độ căng mong muốn, giữ nguyên vị trí và siết chặt lại các ốc. Cần đảm bảo dây đai luôn song song với thanh nhôm và không bị xoắn trong quá trình cố định.
4. Kiểm Tra Độ Mượt
Khi máy vẫn đang tắt, hãy di chuyển đầu in và bàn in bằng tay. Chuyển động cần trơn tru, nhẹ nhàng và không phát ra tiếng động bất thường. Nếu cảm thấy có độ khựng, nặng hoặc xuất hiện cảm giác “khấc”, rất có thể dây đai đã bị siết quá chặt, điều này có thể gây hao mòn sớm cho động cơ.
5. In Kiểm Tra
Bật máy và tiến hành in thử một mẫu Calibration Cube nhỏ. Quan sát các cạnh đứng để kiểm tra hiện tượng ghosting, đồng thời kiểm tra bề mặt trên để đánh giá độ chính xác kích thước. Đảm bảo rằng hai trục X và Y có độ chính xác đồng đều và không bị sai lệch.
Độ căng dây đai là một yếu tố cơ bản trong quá trình bảo trì máy in 3D nhưng lại ảnh hưởng trực tiếp đến chất lượng và độ ổn định của bản in. Việc điều chỉnh dây đai cần đạt sự cân bằng hợp lý, bởi nếu quá lỏng sẽ gây ra các lỗi như ghosting hoặc lệch lớp, trong khi nếu quá căng lại tạo áp lực lên động cơ và làm giảm tuổi thọ thiết bị.
Chỉ với một vài thao tác kiểm tra và điều chỉnh đơn giản, bạn có thể cải thiện đáng kể chất lượng bản in, từ mức “tạm ổn” lên đến “chuyên nghiệp”. Đây là một trong những cách nhanh nhất và hiệu quả nhất để tối ưu hiệu suất máy mà không cần thay đổi phần cứng hay cài đặt phức tạp.
Để duy trì hiệu quả lâu dài, bạn nên kiểm tra độ căng dây đai định kỳ, đặc biệt sau thời gian dài sử dụng hoặc khi nhận thấy dấu hiệu bất thường trong quá trình in. Việc bảo trì đúng cách không chỉ giúp nâng cao chất lượng sản phẩm mà còn kéo dài tuổi thọ của máy in 3D.
Nếu bạn đang gặp vấn đề về chất lượng bản in hoặc chưa chắc cách điều chỉnh dây đai phù hợp với dòng máy của mình, đừng ngần ngại liên hệ DETSA để được tư vấn chi tiết và tối ưu hiệu suất in một cách hiệu quả nhất.