Các Lỗi Thường Gặp Trong Công Nghệ In 3D Và Nguyên Nhân Gây Ra
Trong quá trình làm việc với công nghệ in 3D, dù là người mới hay đã có kinh nghiệm, việc gặp lỗi trong lúc in là điều gần như không thể tránh khỏi. Thực tế cho thấy, rất nhiều bản in thất bại không phải do máy kém chất lượng, mà đến từ việc thiết lập thông số chưa phù hợp, vật liệu sử dụng chưa đúng cách hoặc file thiết kế chưa được xử lý kỹ. Việc hiểu rõ các lỗi thường gặp sẽ giúp người dùng chủ động hơn trong quá trình in, giảm lãng phí và nâng cao chất lượng sản phẩm.

Lỗi lớp in đầu tiên không bám bàn in

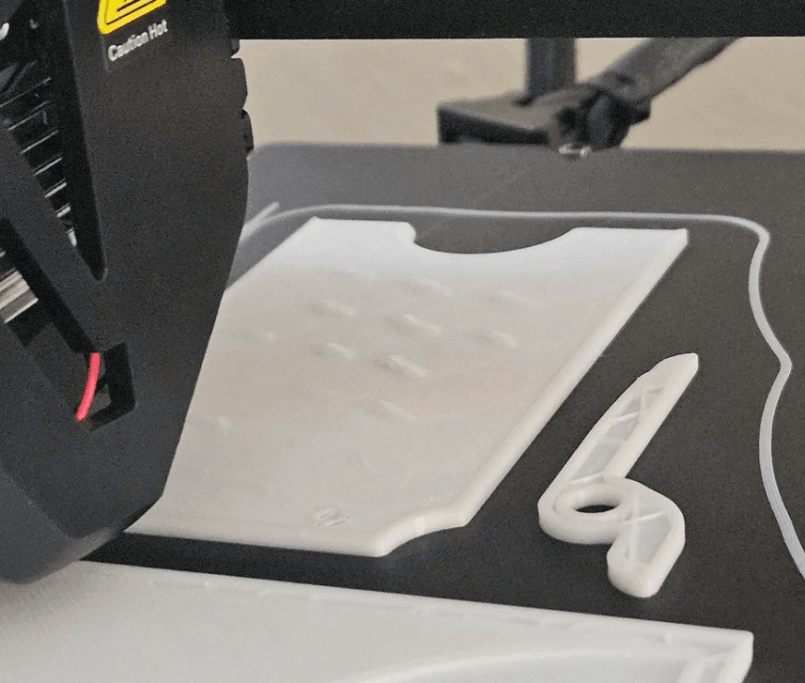
Đây là lỗi phổ biến nhất và cũng là nguyên nhân khiến nhiều người mới sử dụng máy in 3D cảm thấy nản. Khi lớp in đầu tiên không bám chắc vào bàn in, sản phẩm rất dễ bị xô lệch, cong lên hoặc bị cuốn theo đầu phun chỉ sau vài phút bắt đầu in.
Nguyên nhân chủ yếu của tình trạng này thường xuất phát từ việc bàn in chưa được cân chỉnh đúng, khoảng cách giữa đầu phun và mặt bàn không phù hợp hoặc nhiệt độ bàn in chưa đạt mức cần thiết đối với loại vật liệu đang sử dụng. Ngoài ra, bề mặt bàn in bẩn, dính dầu tay hoặc bụi cũng làm giảm đáng kể khả năng bám dính của vật liệu.
Trong thực tế, chỉ cần dành thêm thời gian cân bàn in cẩn thận, vệ sinh mặt bàn trước mỗi ca in và điều chỉnh lại Z-offset là đã có thể cải thiện rõ rệt tình trạng này. Với một số vật liệu khó bám, người dùng có thể sử dụng thêm keo dán hoặc bề mặt in chuyên dụng để tăng độ ổn định cho lớp in đầu tiên.
Lỗi cong vênh sản phẩm trong quá trình in

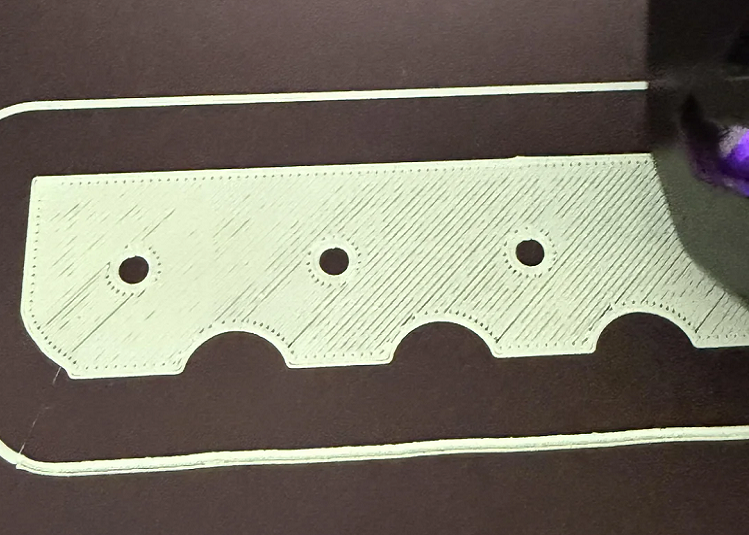
Cong vênh là hiện tượng phần đáy hoặc các góc của sản phẩm bị nhấc lên khỏi bàn in, khiến chi tiết không còn giữ đúng hình dạng ban đầu. Lỗi này thường xuất hiện khi in các chi tiết có diện tích đáy lớn hoặc sử dụng những vật liệu có độ co rút cao.
Nguyên nhân chính nằm ở sự thay đổi nhiệt độ không đồng đều giữa các lớp in. Khi vật liệu nguội quá nhanh, nó sẽ co lại và kéo các góc sản phẩm cong lên. Môi trường in không ổn định, có gió lùa hoặc nhiệt độ phòng thấp cũng làm tình trạng cong vênh xảy ra thường xuyên hơn.
Để hạn chế lỗi này, người dùng cần kiểm soát tốt nhiệt độ bàn in, hạn chế gió thổi trực tiếp vào khu vực in và sử dụng thêm brim hoặc raft để tăng diện tích tiếp xúc với bàn in. Với các vật liệu kỹ thuật, việc in trong buồng kín giúp giữ nhiệt ổn định và giảm đáng kể nguy cơ cong vênh.
Lỗi đùn thiếu vật liệu
Đùn thiếu vật liệu là lỗi khiến bản in trông “rỗng”, các lớp in không đều và độ bền cơ học của sản phẩm bị giảm rõ rệt. Khi gặp lỗi này, bề mặt sản phẩm thường có các khoảng trống nhỏ, đường in không liền mạch.
Nguyên nhân thường gặp là do đầu phun bị tắc một phần, bánh răng kéo filament trượt hoặc filament bị ẩm sau thời gian dài bảo quản không đúng cách. Ngoài ra, việc thiết lập thông số đùn vật liệu chưa chính xác hoặc nhiệt độ đầu phun quá thấp cũng khiến nhựa không chảy đều.
Trong quá trình sử dụng thực tế, việc vệ sinh đầu phun định kỳ, sấy filament trước khi in và hiệu chỉnh lại thông số flow sẽ giúp giảm đáng kể lỗi đùn thiếu. Đây là lỗi cần được xử lý sớm vì nó ảnh hưởng trực tiếp đến chất lượng và độ bền của sản phẩm in.
Lỗi đùn quá vật liệu
Ngược lại với đùn thiếu, lỗi đùn quá vật liệu xảy ra khi máy in đùn ra nhiều nhựa hơn mức cần thiết. Hậu quả là bề mặt sản phẩm trở nên gồ ghề, chi tiết bị mất nét và kích thước thực tế không còn đúng với thiết kế ban đầu.
Nguyên nhân chủ yếu đến từ việc thiết lập hệ số flow quá cao, khai báo sai đường kính filament hoặc nhiệt độ đầu phun vượt quá mức khuyến nghị của vật liệu. Trong nhiều trường hợp, người dùng không đo lại đường kính filament thực tế mà sử dụng thông số mặc định, dẫn đến sai lệch trong quá trình in.
Cách khắc phục tương đối đơn giản, chỉ cần điều chỉnh lại flow, kiểm tra thông số filament và giảm nhiệt độ đầu phun về mức phù hợp. Việc in thử các mẫu nhỏ trước khi in sản phẩm chính thức cũng giúp phát hiện sớm lỗi này.
Lỗi tách lớp giữa các lớp in
Tách lớp là lỗi khiến các lớp in không liên kết chặt chẽ với nhau, dẫn đến việc sản phẩm dễ bị nứt hoặc gãy khi chịu lực. Lỗi này thường không dễ nhận ra ngay từ bề ngoài, nhưng lại ảnh hưởng rất lớn đến độ bền của chi tiết.
Nguyên nhân phổ biến là nhiệt độ đầu phun quá thấp, khiến các lớp vật liệu không đủ nóng để kết dính. Bên cạnh đó, quạt làm mát hoạt động quá mạnh hoặc môi trường in quá lạnh cũng làm lớp trước nguội nhanh, giảm khả năng liên kết giữa các lớp.
Trong thực tế, việc tăng nhẹ nhiệt độ đầu phun, giảm quạt làm mát và giữ môi trường in ổn định sẽ giúp cải thiện đáng kể tình trạng tách lớp. Với các vật liệu khó in, việc sử dụng buồng kín gần như là giải pháp bắt buộc.
Lỗi kéo sợi nhựa trong quá trình in
Kéo sợi nhựa là lỗi thường gặp khi in các chi tiết có nhiều khoảng trống hoặc nhiều phần nhô ra. Biểu hiện là các sợi nhựa mảnh xuất hiện giữa các chi tiết, làm sản phẩm kém thẩm mỹ và mất thêm thời gian xử lý sau in.
Nguyên nhân chính là do thông số rút nhựa chưa được thiết lập phù hợp, nhiệt độ đầu phun quá cao hoặc filament bị ẩm. Khi đầu phun di chuyển từ vị trí này sang vị trí khác, nhựa vẫn tiếp tục chảy ra và tạo thành sợi.
Để hạn chế lỗi này, người dùng cần tinh chỉnh lại thông số retraction, giảm nhiệt độ in và bảo quản filament trong môi trường khô ráo. Việc tối ưu tốc độ di chuyển cũng góp phần giảm hiện tượng kéo sợi.
Lỗi dịch chuyển lớp in
Dịch chuyển lớp in là lỗi khiến các lớp bị lệch vị trí so với nhau, làm sản phẩm bị méo hoặc sai hình dạng. Lỗi này thường xuất hiện bất ngờ trong quá trình in và rất khó sửa chữa khi đã xảy ra.
Nguyên nhân thường liên quan đến hệ thống cơ khí của máy, chẳng hạn như dây curoa bị lỏng, pulley trượt hoặc động cơ bước bị mất bước do tốc độ in quá cao. Ngoài ra, rung động trong quá trình in cũng có thể gây ra hiện tượng này.
Việc kiểm tra và bảo dưỡng hệ thống cơ khí định kỳ, giảm tốc độ in và đặt máy trên bề mặt chắc chắn sẽ giúp hạn chế lỗi dịch chuyển lớp.
Lỗi bề mặt in bị rung và bóng mờ
Một số sản phẩm sau khi in có thể xuất hiện các vân sóng hoặc bóng mờ lặp lại trên bề mặt, đặc biệt dễ nhận thấy ở các cạnh và góc. Đây là lỗi rung bề mặt, thường xảy ra khi máy in hoạt động ở tốc độ cao.
Nguyên nhân chủ yếu là do rung động cơ học, khung máy không đủ cứng hoặc thông số gia tốc được thiết lập quá lớn. Khi máy rung, các chuyển động của đầu phun không còn chính xác tuyệt đối, dẫn đến vết in không đều.
Giải pháp thường được áp dụng là giảm tốc độ in, điều chỉnh lại gia tốc và tăng độ ổn định cho khung máy. Chỉ cần tối ưu lại các thông số này, chất lượng bề mặt sản phẩm sẽ được cải thiện rõ rệt.
Lỗi liên quan đến support và hậu kỳ sau in

Support là phần hỗ trợ cần thiết khi in các chi tiết có phần nhô ra. Tuy nhiên, nếu thiết lập không hợp lý, support có thể bám quá chặt vào sản phẩm, gây khó khăn khi tháo và làm hỏng bề mặt chi tiết.
Nguyên nhân thường là do khoảng cách giữa support và bề mặt sản phẩm quá nhỏ hoặc mật độ support được thiết lập quá cao. Trong nhiều trường hợp, việc chọn sai kiểu support cũng làm tăng mức độ bám dính không mong muốn.
Để hạn chế lỗi này, người dùng cần điều chỉnh lại khoảng cách support, giảm mật độ và lựa chọn kiểu support phù hợp. Việc xoay lại hướng đặt sản phẩm trước khi in cũng giúp giảm đáng kể nhu cầu sử dụng support.
Lỗi phát sinh từ file thiết kế
Không phải tất cả các lỗi in 3D đều xuất phát từ máy in. File thiết kế bị lỗi, chẳng hạn như mô hình không kín, mặt lưới chồng chéo hoặc dữ liệu hình học không hợp lệ, cũng có thể khiến bản in gặp sự cố.
Nguyên nhân thường đến từ quá trình thiết kế hoặc xuất file chưa đúng chuẩn. Khi đưa file lỗi vào phần mềm slicing, máy in sẽ không thể xử lý chính xác và dẫn đến lỗi trong quá trình in.
Việc kiểm tra và sửa lỗi file trước khi in bằng các phần mềm hỗ trợ là bước cần thiết để đảm bảo quá trình in diễn ra suôn sẻ và sản phẩm đạt chất lượng mong muốn.
Kết luận
Các lỗi trong công nghệ in 3D là điều khó tránh khỏi, đặc biệt trong giai đoạn làm quen với máy và vật liệu. Tuy nhiên, phần lớn các lỗi đều có thể được hạn chế hoặc khắc phục nếu người dùng hiểu rõ nguyên nhân và có cách xử lý phù hợp. Việc tích lũy kinh nghiệm qua từng lần in, kết hợp với việc tối ưu dần các thông số, sẽ giúp nâng cao chất lượng sản phẩm và khai thác hiệu quả công nghệ in 3D trong thực tế.