Tìm Hiểu Cách Sửa Lỗi Chân Voi Khi In 3D Hiệu Quả
Trong công nghệ in 3D FDM, lớp đầu tiên quyết định trực tiếp đến sự thành công của toàn bộ bản in. Nếu lớp đáy gặp vấn đề, các lớp phía trên dù được thiết lập chính xác đến đâu cũng khó đạt chất lượng mong muốn. Một trong những lỗi phổ biến nhất liên quan đến khu vực này là hiện tượng “chân voi”, tức phần đáy của mô hình bị phình rộng hơn so với kích thước thiết kế. Ngoài ra còn có các sự cố như lớp đầu không bám giường, xuất hiện khe hở giữa các đường nhựa hoặc bề mặt đáy nhăn và không đồng đều. Việc hiểu rõ cơ chế hình thành các lỗi này sẽ giúp người dùng kiểm soát bản in tốt hơn và tối ưu hiệu suất vận hành máy in 3D.
Hiện Tượng Lỗi Chân Voi Trong In 3D Là Gì?

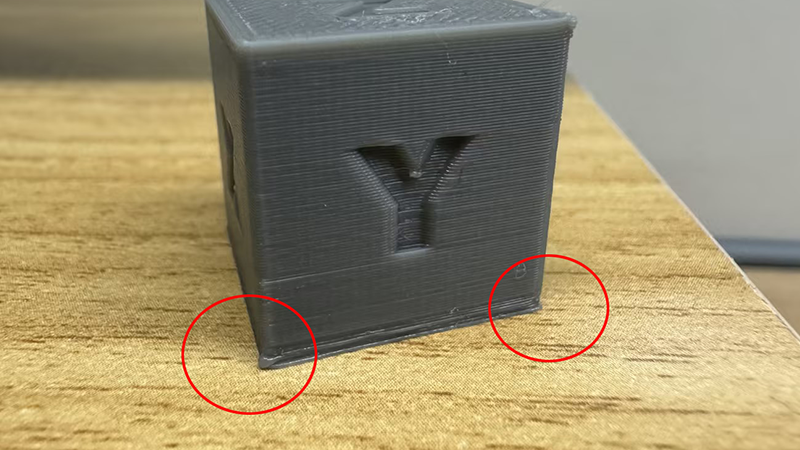
Hiện tượng lỗi chân voi (Elephant’s Foot) xảy ra khi các lớp đầu tiên bị nén và lan rộng ra ngoài so với kích thước thiết kế CAD ban đầu. Phần đáy của chi tiết vì thế có xu hướng bè ra, tạo thành một gờ mỏng bao quanh mô hình. Về mặt cơ học, điều này xảy ra do nhựa ở lớp đầu tiên vẫn còn mềm trong khi phải chịu áp lực từ các lớp phía trên. Khi nhiệt độ giường in được thiết lập cao nhằm tăng độ bám dính, vật liệu sẽ duy trì trạng thái dẻo lâu hơn. Trọng lượng của toàn bộ cấu trúc phía trên ép xuống lớp đáy, khiến vật liệu bị đẩy sang hai bên thay vì giữ nguyên biên dạng ban đầu.
Hiện tượng này đặc biệt dễ nhận thấy ở các chi tiết cơ khí yêu cầu độ chính xác cao ở cạnh đáy, chẳng hạn như khối hộp lắp ghép hoặc chi tiết trượt ray. Sai lệch chỉ vài phần mười milimet cũng có thể khiến sản phẩm không còn tương thích khi lắp ráp. Vì vậy, lỗi chân voi không chỉ là vấn đề thẩm mỹ mà còn là lỗi kỹ thuật ảnh hưởng đến chức năng sử dụng.
Nguyên Nhân Gây Lỗi Chân Voi Khi In 3D
Ảnh Hưởng Của Z-Offset Và Khoảng Cách Nozzle
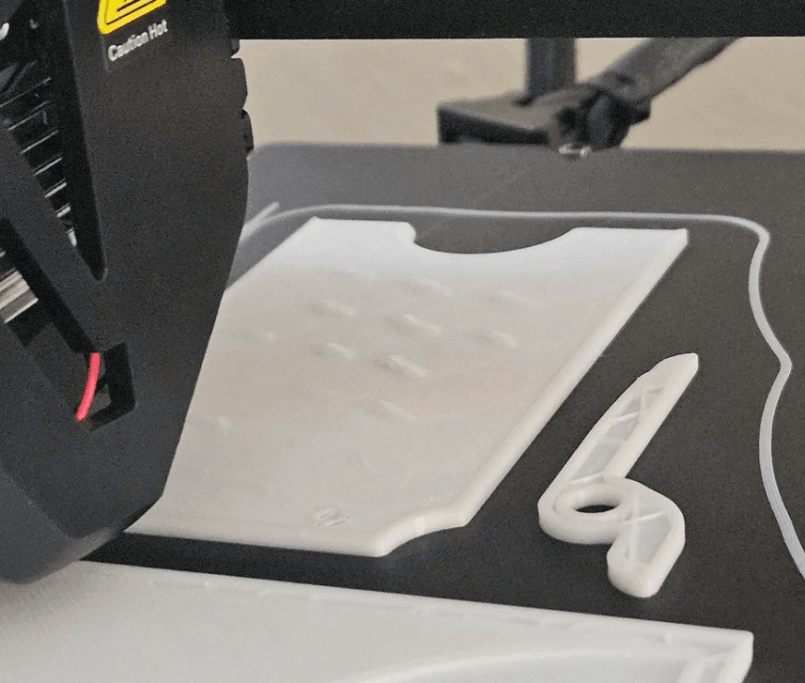
Z-offset là thông số xác định khoảng cách giữa đầu phun và giường in tại thời điểm bắt đầu in. Nếu khoảng cách này quá nhỏ, lớp nhựa đầu tiên sẽ bị ép quá mức, làm tăng diện tích tiếp xúc và gây hiện tượng phình ngang. Khi nozzle gần giường in hơn mức cần thiết, vật liệu không có không gian để định hình theo chiều cao nên buộc phải lan sang hai bên. Ngược lại, nếu nozzle quá cao, nhựa sẽ không bám chắc vào bề mặt, tạo ra các đường in rời rạc và xuất hiện khoảng trống giữa các sợi filament.
Việc điều chỉnh Z-offset cần thực hiện một cách chính xác và có kiểm soát. Quan sát trực tiếp lớp đầu tiên khi in thử là phương pháp hiệu quả nhất. Lớp in lý tưởng phải tạo thành một bề mặt phẳng, các đường nhựa liền mạch với nhau nhưng không bị ép đến mức mất biên dạng tròn ban đầu.
Nhiệt Độ Giường In Và Sự Tích Tụ Nhiệt
Nhiệt độ giường in có vai trò duy trì độ bám giữa vật liệu và bề mặt in. Tuy nhiên, khi nhiệt độ vượt quá mức khuyến nghị của vật liệu, lớp nhựa đầu tiên sẽ giữ trạng thái mềm lâu hơn bình thường. Trong điều kiện này, chỉ cần áp lực nhỏ từ các lớp phía trên cũng đủ làm biến dạng biên dạng đáy. Đối với PLA, mức nhiệt phổ biến thường nằm trong khoảng 55–65°C. Nếu thiết lập cao hơn nhiều mà không có lý do cụ thể, nguy cơ xuất hiện chân voi tăng đáng kể.
Bên cạnh đó, sự chênh lệch nhiệt độ giữa môi trường xung quanh và giường in cũng ảnh hưởng đến quá trình làm nguội của lớp đầu. Khi môi trường quá lạnh, vật liệu co lại không đồng đều, gây ứng suất nội và dẫn đến biến dạng mép đáy.
Cân Chỉnh Giường In Không Chính Xác
Giường in không phẳng hoặc chưa được cân chỉnh đúng cách sẽ tạo ra khoảng cách không đồng đều giữa nozzle và bề mặt. Ở những khu vực giường cao hơn, lớp nhựa bị ép mạnh hơn và dễ xảy ra hiện tượng bè ngang. Ở khu vực thấp hơn, lớp nhựa lại không đủ áp lực để bám chắc. Sự chênh lệch này khiến lớp đáy không đồng nhất về độ dày và hình dạng.
Ngay cả với hệ thống auto bed leveling, việc kiểm tra cơ học định kỳ vẫn cần thiết để đảm bảo giường in không bị cong hoặc lỏng cơ cấu cố định. Độ chính xác cơ khí của khung máy cũng ảnh hưởng trực tiếp đến chất lượng lớp đầu.
Tốc Độ In Lớp Đầu Và Lưu Lượng Đùn Nhựa
Tốc độ in quá cao khiến nhựa không có đủ thời gian tiếp xúc và truyền nhiệt xuống giường in, làm giảm độ bám. Đồng thời, nếu hệ thống đùn cung cấp vật liệu nhiều hơn mức cần thiết, lớp đầu sẽ dày và dễ bị ép tràn ra ngoài. Ngược lại, nếu lưu lượng thấp, các đường in không kết dính hoàn toàn và tạo khoảng hở.
Việc hiệu chỉnh bước đùn (E-steps) và kiểm tra hệ số flow rate là bước quan trọng để đảm bảo lượng vật liệu thực tế phù hợp với thiết lập trong slicer. Khi hệ thống đùn được hiệu chuẩn chính xác, lớp đáy sẽ có độ dày ổn định và đúng kích thước.
Giải Pháp Kỹ Thuật Khắc Phục Lỗi Chân Voi Và Lỗi Lớp Đáy
Để xử lý triệt để sự cố phía dưới cùng của bản in 3D, cần kết hợp điều chỉnh cả phần cứng lẫn phần mềm. Trước tiên, nên giảm nhẹ nhiệt độ giường in về mức tối ưu của vật liệu thay vì đặt ở mức tối đa. Sau đó, điều chỉnh Z-offset cao hơn một lượng nhỏ để giảm áp lực ép xuống lớp đầu tiên. Trong phần mềm slicer, nhiều hệ thống hiện đại cung cấp tính năng “Elephant Foot Compensation”, cho phép giảm nhẹ kích thước lớp đáy nhằm bù trừ cho sự giãn nở nhiệt. Tuy nhiên, đây chỉ nên là bước tinh chỉnh cuối cùng sau khi đã tối ưu các yếu tố cơ học.
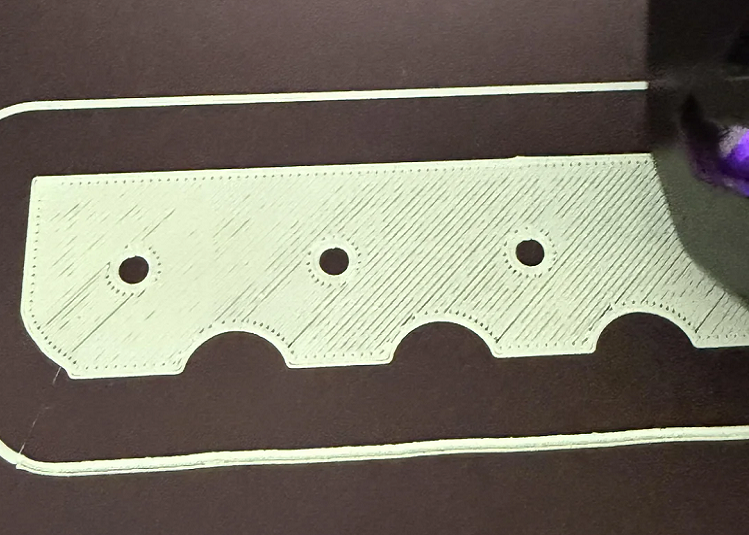
Ngoài ra, việc in thử một mẫu test layer mỏng trên toàn bộ diện tích giường in sẽ giúp đánh giá độ đồng đều của lớp đầu. Quan sát sự liên kết giữa các đường nhựa, độ phẳng và độ bóng bề mặt là cách trực quan nhất để xác định mức độ chính xác của thiết lập hiện tại.
Tối Ưu Lớp Đáy Để Nâng Cao Lỗi Chất Lượng In 3D
Kiểm soát tốt lớp đáy không chỉ giúp loại bỏ hiện tượng lỗi chân voi mà còn cải thiện toàn bộ cấu trúc bản in. Khi lớp đầu tiên bám chắc và có kích thước chính xác, các lớp phía trên sẽ được xây dựng trên nền tảng ổn định, giảm rung động và sai lệch. Điều này đặc biệt quan trọng trong sản xuất các chi tiết cơ khí, khuôn mẫu hoặc sản phẩm thương mại yêu cầu dung sai chặt chẽ.
Trong môi trường vận hành chuyên nghiệp, việc thiết lập hồ sơ in riêng cho từng loại filament và từng dòng máy là phương pháp hiệu quả để duy trì sự ổn định. Ghi chép lại thông số nhiệt độ, tốc độ và Z-offset tối ưu giúp tiết kiệm thời gian hiệu chỉnh ở những lần in sau. Đồng thời, duy trì vệ sinh giường in và kiểm tra cơ khí định kỳ sẽ giảm thiểu rủi ro phát sinh lỗi không mong muốn.
Sự cố phía dưới cùng trong in 3D, đặc biệt là hiện tượng lỗi chân voi, không phải là lỗi nghiêm trọng nhưng lại ảnh hưởng trực tiếp đến độ chính xác kích thước, khả năng lắp ghép và tính thẩm mỹ của sản phẩm. Nguyên nhân thường xuất phát từ việc thiết lập Z-offset chưa chuẩn, nhiệt độ giường in chưa tối ưu, tốc độ lớp đầu quá cao hoặc hệ thống đùn chưa được hiệu chuẩn chính xác. Khi hiểu rõ cơ chế hình thành lỗi và thực hiện điều chỉnh từng bước một cách có hệ thống, người dùng hoàn toàn có thể kiểm soát lớp đáy hiệu quả và nâng cao chất lượng bản in tổng thể.
Việc tối ưu lớp đầu tiên không chỉ giúp hạn chế hiện tượng chân voi mà còn tạo nền tảng ổn định cho toàn bộ quá trình in. Trong môi trường kỹ thuật chuyên nghiệp, kiểm soát tốt lớp đáy đồng nghĩa với việc giảm tỷ lệ lỗi, tiết kiệm vật liệu và đảm bảo độ chính xác cơ khí cho sản phẩm cuối cùng.
Nếu bạn đang tìm kiếm giải pháp máy in 3D, vật liệu in chất lượng hoặc cần tư vấn kỹ thuật chuyên sâu để tối ưu bản in, đội ngũ kỹ thuật tại DETSA luôn sẵn sàng hỗ trợ. Việc trang bị đúng thiết bị và thiết lập chuẩn ngay từ đầu sẽ giúp quá trình in 3D của bạn ổn định, hiệu quả và bền vững hơn trong dài hạn nhé.