Tìm Hiểu Tại Sao Các Lớp In 3D Mỏng/Yếu (Under-Extrusion)
Lớp in 3D mỏng/yếu (Under-Extrusion) là một lỗi kỹ thuật phổ biến nhưng lại thường bị xử lý sai cách. Nhiều người vội vàng tăng nhiệt độ hoặc tăng flow mà không xác định đúng nguyên nhân gốc rễ, dẫn đến chất lượng in vẫn không ổn định. Thực tế, under-extrusion là vấn đề liên quan trực tiếp đến cân bằng giữa cơ chế cấp liệu, khả năng nóng chảy của vật liệu và thông số điều khiển trong slicer.
Khi xảy ra under-extrusion, lượng filament được đùn ra ít hơn so với giá trị mà file G-code yêu cầu. Điều này khiến các đường in không đạt đủ tiết diện thiết kế, làm giảm độ bám dính giữa các layer và ảnh hưởng nghiêm trọng đến độ bền cơ học của chi tiết. Nếu không được xử lý đúng, lỗi này có thể khiến sản phẩm không đạt yêu cầu kỹ thuật, đặc biệt với các chi tiết cơ khí cần chịu tải.
1. Dấu hiệu nhận biết các lớp in mỏng/yếu

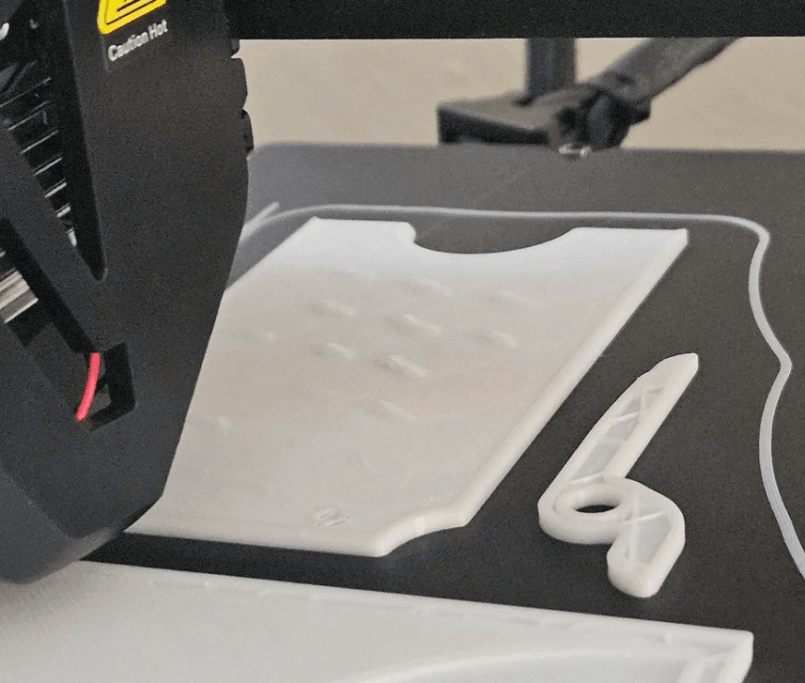
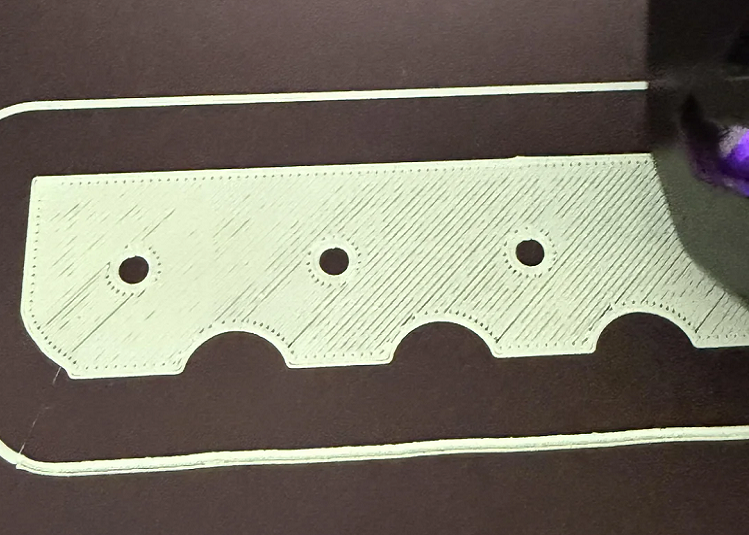
Under-extrusion có thể nhận biết thông qua sự thay đổi rõ rệt trên bề mặt bản in. Các lớp in xuất hiện khoảng hở giữa các đường nhựa, thành vách mỏng hơn bình thường và có thể nhìn thấy ánh sáng xuyên qua nếu chi tiết đủ mỏng. Ở những vị trí infill, cấu trúc bên trong không kín, gây suy giảm đáng kể độ cứng tổng thể.
Trong nhiều trường hợp, lớp đầu tiên vẫn bám tốt nhưng từ layer thứ hai trở đi bắt đầu xuất hiện thiếu nhựa. Điều này thường liên quan đến cơ chế cấp filament không ổn định hoặc thiết lập retraction chưa phù hợp. Nếu tình trạng kéo dài, chi tiết có thể bị tách lớp (layer separation) hoặc gãy ngay khi tháo khỏi bàn in.
2. Cơ chế hình thành Under-Extrusion trong in 3D

Về mặt kỹ thuật, under-extrusion xảy ra khi lưu lượng vật liệu thực tế thấp hơn lưu lượng tính toán trong slicer. Lưu lượng này phụ thuộc vào ba yếu tố chính: tốc độ cấp filament của extruder, khả năng nóng chảy của hotend và áp suất nhựa trong buồng nung. Khi một trong ba yếu tố mất cân bằng, thể tích nhựa thoát ra khỏi nozzle sẽ không đủ.
Trong hệ thống Bowden, hiện tượng này dễ xảy ra hơn do độ đàn hồi của ống PTFE làm giảm độ chính xác trong truyền động. Với hệ Direct Drive, vấn đề thường liên quan đến bánh răng đẩy filament bị mòn hoặc lực ép không đủ. Ngoài ra, nếu nhiệt độ quá thấp so với đặc tính vật liệu, nhựa chưa đạt độ nhớt tối ưu, gây cản trở dòng chảy và dẫn đến thiếu hụt vật liệu ở đầu phun.
3. Nguyên nhân từ vật liệu in
Filament ẩm là một trong những nguyên nhân phổ biến gây các lớp in mỏng/yếu. Khi nhựa hấp thụ độ ẩm, hơi nước bên trong sẽ giãn nở trong quá trình nung nóng, tạo bọt khí và làm gián đoạn dòng chảy. Điều này không chỉ làm giảm lưu lượng thực tế mà còn khiến bề mặt in sần và kém liên kết.
Bên cạnh đó, đường kính filament không đồng đều cũng ảnh hưởng trực tiếp đến tính toán lưu lượng. Nếu slicer được cài đặt mặc định 1.75 mm nhưng filament thực tế dao động lớn, thể tích nhựa đùn ra sẽ không ổn định. Những sai số nhỏ trong đường kính có thể gây chênh lệch đáng kể về lưu lượng khi in ở tốc độ cao.
4. Nguyên nhân từ phần cứng máy in
Nozzle bị tắc một phần là nguyên nhân cơ học điển hình. Cặn nhựa cháy hoặc tạp chất trong filament làm giảm tiết diện lỗ phun, khiến áp suất trong buồng nung tăng lên nhưng lượng nhựa thoát ra lại giảm. Nếu không vệ sinh định kỳ, tình trạng này có thể dẫn đến under-extrusion liên tục hoặc tắc hoàn toàn.
Ngoài nozzle, hệ thống extruder cũng đóng vai trò quan trọng. Bánh răng đẩy filament nếu bị mòn, bám bụi hoặc lực ép không đúng sẽ khiến filament bị trượt. Trong hệ Bowden, ống PTFE bị mòn hoặc có khe hở tại đầu nối cũng gây thất thoát áp suất, làm giảm hiệu suất cấp liệu và tạo ra các lớp in yếu.
5. Nguyên nhân từ cài đặt slicer
Cài đặt flow rate hoặc extrusion multiplier quá thấp là lỗi phổ biến khi người dùng cố gắng giảm over-extrusion nhưng lại điều chỉnh quá tay. Khi hệ số lưu lượng giảm dưới mức cần thiết, toàn bộ chi tiết sẽ thiếu vật liệu, đặc biệt rõ ở wall mỏng và top layer.
Tốc độ in quá cao so với khả năng nung chảy của hotend cũng gây ra tình trạng tương tự. Khi tốc độ di chuyển lớn nhưng nhiệt độ không đủ, filament không kịp hóa lỏng hoàn toàn, làm giảm lưu lượng thực tế. Ngoài ra, retraction quá dài hoặc quá nhanh có thể tạo khoảng trống trong buồng nung, khiến đoạn in tiếp theo bị thiếu nhựa tạm thời.
6. Cách khắc phục Under-Extrusion hiệu quả

Giải pháp cần bắt đầu từ việc xác định đúng nguyên nhân. Nếu nghi ngờ vật liệu ẩm, nên sấy filament ở nhiệt độ phù hợp trước khi in lại. Việc đo lại đường kính filament và nhập đúng thông số vào slicer cũng giúp cải thiện đáng kể độ chính xác lưu lượng.
Trong trường hợp liên quan đến phần cứng, nên thực hiện vệ sinh nozzle bằng phương pháp cold pull hoặc thay nozzle mới nếu đã mòn. Kiểm tra bánh răng extruder, điều chỉnh lực ép và đảm bảo filament di chuyển trơn tru qua ống PTFE. Sau đó mới tiến hành tinh chỉnh nhiệt độ và flow rate từng bước nhỏ, tránh thay đổi đột ngột nhiều thông số cùng lúc.
7. Tối ưu lâu dài để tránh các lớp in 3d mỏng/yếu
Để hạn chế under-extrusion tái diễn, cần xây dựng quy trình bảo trì định kỳ. Việc vệ sinh hotend, kiểm tra extruder và bảo quản filament trong môi trường khô là yếu tố quan trọng giúp duy trì độ ổn định khi in. Ngoài ra, nên thực hiện in mẫu calibration như thin wall test hoặc flow cube sau mỗi lần thay đổi vật liệu.
Đối với môi trường sản xuất chuyên nghiệp, việc nâng cấp lên extruder kim loại chất lượng cao hoặc hệ thống direct drive có thể cải thiện đáng kể độ chính xác cấp liệu. Khi kết hợp giữa phần cứng ổn định và cấu hình slicer tối ưu, hiện tượng các lớp in mỏng/yếu gần như được loại bỏ hoàn toàn.
Under-Extrusion không chỉ là một lỗi hiển thị bề mặt mà còn là dấu hiệu cho thấy hệ thống cấp liệu, hotend hoặc cấu hình in chưa đạt trạng thái tối ưu. Việc xử lý đúng nguyên nhân sẽ giúp máy in hoạt động ổn định hơn, đảm bảo độ chính xác kích thước và cải thiện đáng kể độ bền cơ học của chi tiết. Nếu bạn đang gặp tình trạng thiếu nhựa khi in 3D hoặc muốn tối ưu hệ thống máy in để đạt chất lượng chuyên nghiệp, hãy liên hệ DETSA để được tư vấn kỹ thuật chi tiết và giải pháp phù hợp cho từng dòng máy.
Bài viết được biên soạn bởi đội ngũ kỹ thuật in 3D tại DETSA, với kinh nghiệm triển khai máy FDM trong môi trường đào tạo và sản xuất thực tế.