Tìm Hiểu Nguyên Nhân Bề Mặt Dưới Mẫu In 3D Bị sần Sùi
Bề mặt dưới mẫu in 3d bị sần sùi là một trong những lỗi phổ biến trong in 3D FDM, đặc biệt khi in các chi tiết có phần nhô ra, bắc cầu hoặc tiếp xúc với support. Tình trạng này khiến mặt đáy không còn phẳng mịn, xuất hiện vết gợn sóng, rỗ nhẹ hoặc bavia nhựa dư, làm giảm tính thẩm mỹ và độ chính xác của sản phẩm. Với các mẫu kỹ thuật yêu cầu độ hoàn thiện cao hoặc chi tiết lắp ráp chính xác, lỗi này có thể ảnh hưởng trực tiếp đến chất lượng sử dụng.
Trong bài viết này, chúng ta sẽ phân tích chi tiết nguyên nhân khiến bề mặt dưới mẫu in bị sần sùi và hướng dẫn cách điều chỉnh thông số in để cải thiện triệt để tình trạng này, giúp bản in đạt chất lượng ổn định và chuyên nghiệp hơn.
Bề mặt dưới mẫu in 3D bị sần sùi là lỗi gì?

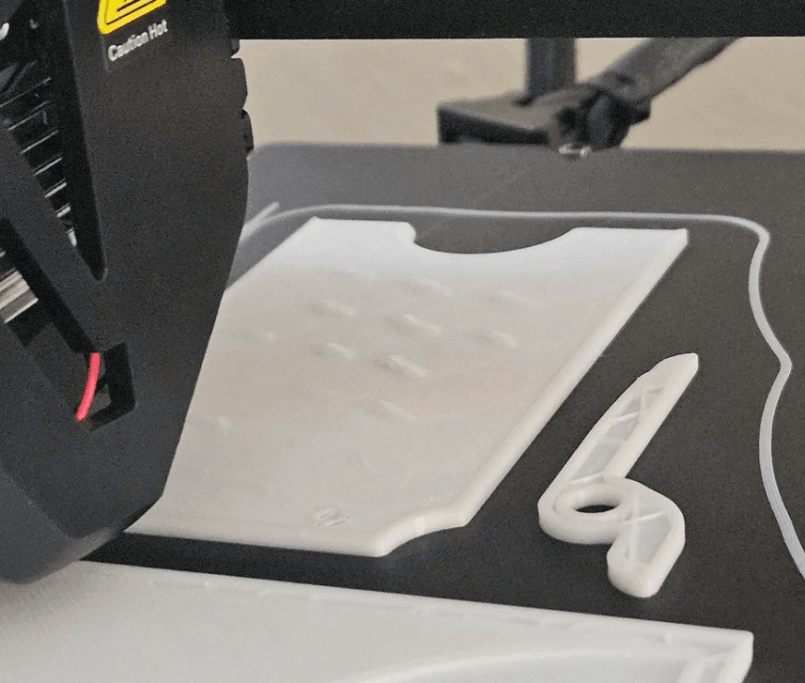
Trong in 3D FDM, lớp đầu tiên quyết định gần như toàn bộ độ ổn định và độ mịn của sản phẩm. Khi lớp này không được in chuẩn xác, bề mặt đáy của mô hình sẽ xuất hiện hiện tượng nhám, rỗ nhẹ hoặc gợn sóng nhỏ. Đây chính là lỗi bề mặt dưới mẫu in 3D bị sần sùi mà rất nhiều người dùng gặp phải.
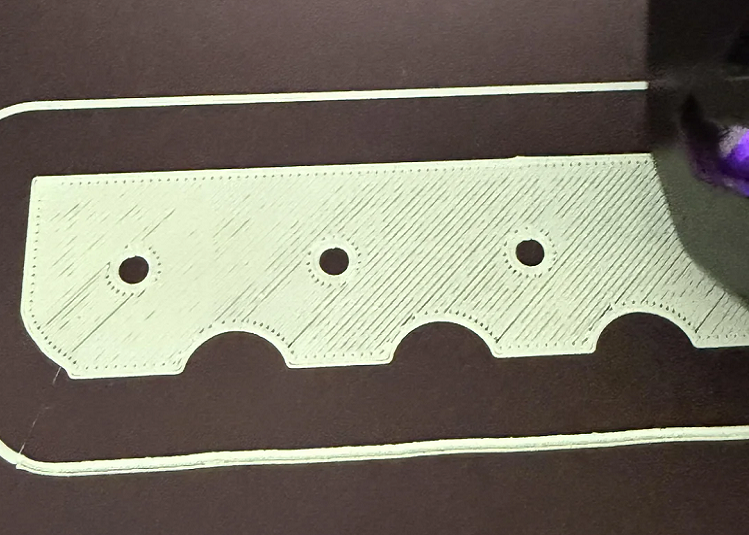
Quan sát kỹ sẽ thấy lớp nhựa không dàn đều hoàn toàn, có khu vực dày mỏng khác nhau hoặc xuất hiện các đường nhựa không ép sát xuống bàn in. Khi chạm vào, cảm giác không mịn và thiếu độ phẳng cần thiết. Điều này không chỉ ảnh hưởng đến tính thẩm mỹ mà còn gây khó khăn khi lắp ráp hoặc xử lý hậu kỳ như sơn phủ, mài nhẵn.
Nguyên nhân khiến bề mặt dưới mẫu in 3D bị sần sùi
Phần lớn các trường hợp bề mặt dưới in 3D bị nhám đều liên quan trực tiếp đến lớp in đầu tiên và điều kiện tiếp xúc với bàn in.
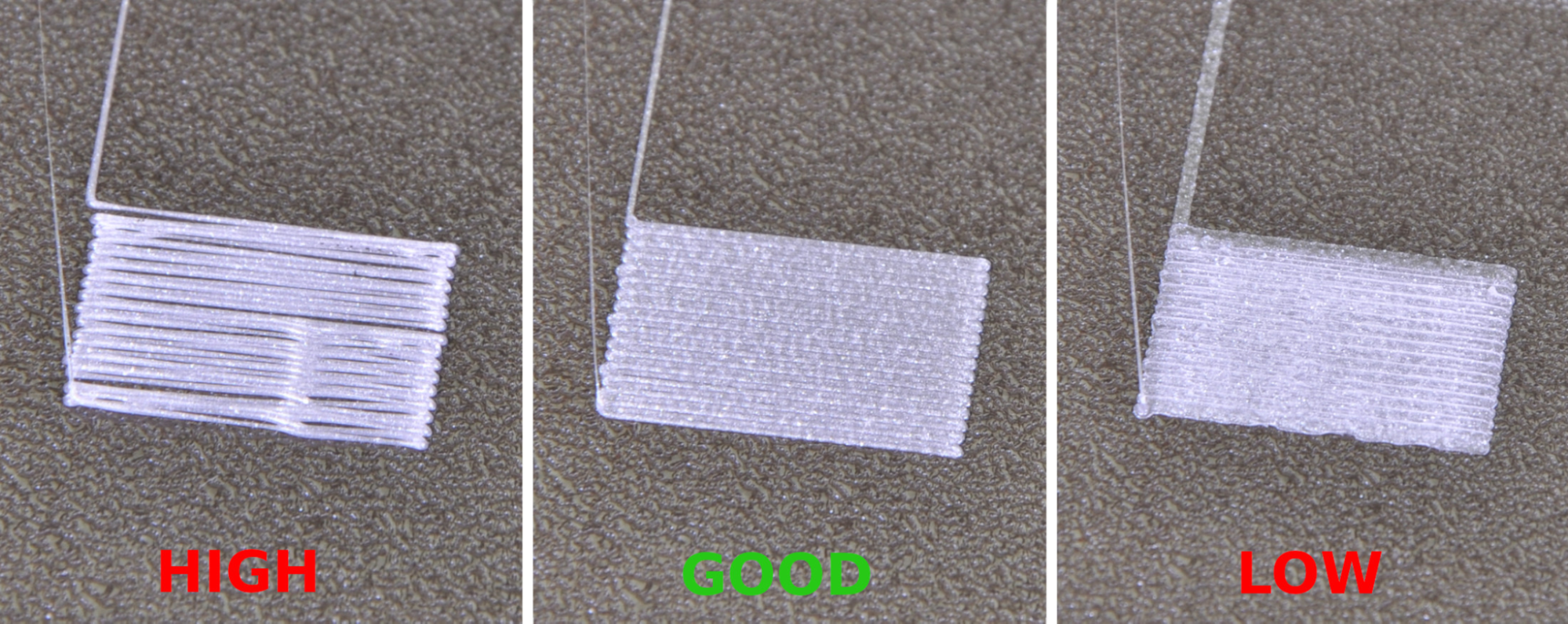
Nguyên nhân phổ biến nhất là Z-offset hoặc cân chỉnh bàn in chưa chính xác. Khi đầu in đặt quá thấp, sợi nhựa bị ép quá mạnh xuống bề mặt, làm méo cấu trúc lớp đầu và tạo ra bề mặt không đồng đều. Ngược lại, nếu đầu in đặt quá cao, nhựa không đủ lực bám, xuất hiện khoảng hở nhỏ khiến đáy mô hình rỗ nhẹ và thiếu liên kết.
Nhiệt độ cũng là yếu tố ảnh hưởng lớn. Nếu nhiệt độ bàn in quá thấp so với vật liệu sử dụng, nhựa sẽ nguội nhanh và co rút không đều, tạo thành các vân gợn. Trong khi đó, nhiệt độ quá cao có thể khiến nhựa mềm quá mức, làm mất độ ổn định của bề mặt.
Tốc độ in lớp đầu tiên quá nhanh cũng khiến nhựa chưa kịp lan đều đã bị kéo theo chuyển động đầu in. Điều này tạo ra các đường nhựa không đồng nhất và bề mặt kém mịn.
Ngoài ra, bàn in bẩn hoặc bị trầy xước, dính dầu mỡ từ tay người dùng cũng làm giảm khả năng tiếp xúc đều giữa nhựa và bề mặt, dẫn đến hiện tượng sần sùi.
Cách khắc phục bề mặt dưới in 3D bị nhám hiệu quả
Để xử lý triệt để lỗi này, trước tiên cần làm sạch hoàn toàn bàn in bằng cồn isopropyl hoặc dung dịch chuyên dụng. Bề mặt sạch giúp lớp nhựa đầu tiên bám dính đồng đều và ổn định hơn.
Sau đó, tiến hành cân chỉnh lại khoảng cách đầu in với bàn in. Lớp nhựa đầu tiên lý tưởng là lớp được ép nhẹ, hơi dẹt nhưng không bị bóp méo quá mức. Khi quan sát từ bên hông, sợi nhựa nên có độ tiếp xúc tốt nhưng vẫn giữ được cấu trúc đều.
Trong phần mềm slicer, nên giảm tốc độ in lớp đầu tiên và tăng nhẹ nhiệt độ đầu in để giúp nhựa mềm hơn, dễ lan đều. Điều chỉnh chiều cao lớp đầu tiên hợp lý cũng góp phần cải thiện độ phẳng của bề mặt đáy.
Nếu cần, có thể sử dụng thêm tấm PEI, keo dán in 3D hoặc băng dính chuyên dụng để tăng độ bám, đặc biệt khi in các vật liệu khó như ABS hoặc PETG.
Cách phòng tránh lỗi bề mặt dưới sần sùi khi in 3D
Để tránh tình trạng bề mặt dưới mẫu in 3D bị sần sùi lặp lại, nên kiểm tra lớp đầu tiên trước mỗi lần in lớn. In test một mẫu nhỏ giúp đánh giá nhanh chất lượng lớp đáy và điều chỉnh kịp thời.
Bảo quản filament trong môi trường khô ráo cũng rất quan trọng. Filament hút ẩm có thể tạo bọt khí nhỏ khi đùn nhựa, làm giảm độ mịn của bề mặt.
Bên cạnh đó, việc bảo trì định kỳ máy in, kiểm tra độ phẳng của bàn in và độ ổn định cụm đầu in sẽ giúp duy trì chất lượng in lâu dài. Khi lớp đầu tiên được tối ưu, toàn bộ mô hình sẽ đạt độ hoàn thiện cao hơn đáng kể.
Kết luận
Bề mặt dưới mẫu in 3D bị sần sùi là lỗi phổ biến nhưng hoàn toàn có thể khắc phục nếu tối ưu đúng lớp đầu tiên. Cân chỉnh chính xác Z-offset, kiểm soát nhiệt độ, giảm tốc độ in lớp đầu và đảm bảo bàn in sạch sẽ là những yếu tố then chốt giúp cải thiện độ mịn của bề mặt đáy.
Khi quy trình in được chuẩn hóa và kiểm soát tốt, chất lượng thành phẩm sẽ ổn định hơn, giảm lỗi và tiết kiệm vật liệu.