Lỗi In 3D Xuất Hiện Nhiều Tơ Nhựa (Stringing) Và Cách Khắc Phục
Lỗi in 3d xuất hiện nhiều tơ nhựa ( Stringing ) là tình trạng xuất hiện các sợi nhựa mỏng giống như mạng nhện kéo dài giữa các chi tiết của mô hình in. Những sợi này hình thành khi đầu phun di chuyển từ vị trí in này sang vị trí khác nhưng nhựa nóng chảy vẫn tiếp tục rò rỉ ra ngoài.
Mặc dù lỗi này không làm hỏng hoàn toàn sản phẩm, nhưng nó làm giảm đáng kể chất lượng bề mặt của mô hình. Các sợi nhựa thừa khiến sản phẩm trông kém thẩm mỹ và đôi khi gây cản trở các chi tiết nhỏ. Trong nhiều trường hợp, người dùng phải thực hiện thêm bước hậu xử lý như cắt bỏ sợi nhựa hoặc dùng nhiệt để làm sạch bề mặt.
Hiện tượng Stringing thường xuất hiện khi in các mô hình có nhiều chi tiết tách rời hoặc có khoảng trống lớn. Khi nozzle di chuyển giữa các vị trí này, nhựa nóng chảy bị kéo thành sợi mỏng. Lỗi này có thể xảy ra với hầu hết các loại vật liệu phổ biến như PLA, PETG hoặc ABS nếu các thông số kỹ thuật chưa được tối ưu.
Để cải thiện chất lượng bản in, việc hiểu rõ cơ chế hình thành Stringing và cách điều chỉnh các thông số trong phần mềm slicer là điều rất quan trọng. Khi các thông số được thiết lập đúng, hiện tượng kéo sợi nhựa có thể giảm đáng kể.
Lỗi in 3d xuất hiện nhiều tơ nhựa (stringing) là gì?

Lỗi in 3d xuất hiện nhiều tơ nhựa là hiện tượng nhựa nóng chảy bị kéo thành các sợi mỏng khi đầu phun di chuyển giữa các điểm in khác nhau. Trong quá trình in, khi nozzle hoàn thành một phần của mô hình và cần di chuyển sang vị trí mới, hệ thống sẽ ngừng đùn nhựa. Tuy nhiên, nếu nhựa vẫn tiếp tục rò rỉ ra khỏi đầu phun do nhiệt độ hoặc áp suất trong hotend, các sợi nhựa sẽ hình thành.
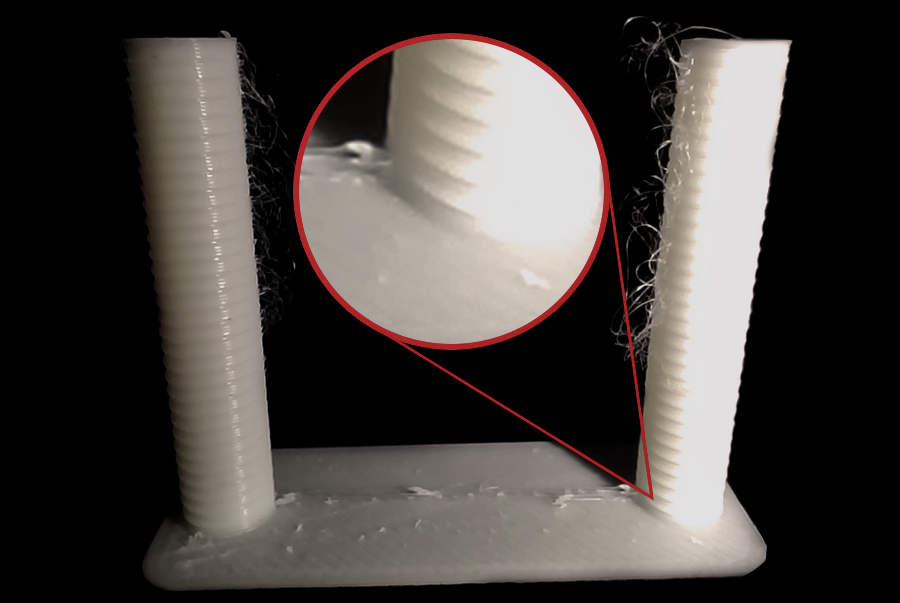
Các sợi này thường rất mảnh, đôi khi chỉ dày vài phần trăm milimet, nhưng chúng có thể kéo dài giữa nhiều chi tiết của mô hình. Trong các bản in có nhiều cột nhỏ hoặc cấu trúc rỗng, hiện tượng này dễ xuất hiện hơn vì đầu phun phải di chuyển qua nhiều khoảng trống.
Trong lĩnh vực in 3D, Stringing còn được gọi là Oozing. Hai khái niệm này thường đi kèm với nhau. Oozing đề cập đến việc nhựa rò rỉ ra khỏi nozzle, trong khi Stringing là kết quả của quá trình rò rỉ đó khi nozzle di chuyển.
Từ góc độ kỹ thuật, Stringing liên quan trực tiếp đến độ nhớt của nhựa nóng chảy, nhiệt độ đầu phun và cơ chế retraction của máy in. Khi các yếu tố này không được tối ưu, nhựa sẽ dễ dàng bị kéo thành sợi.
Dấu hiệu nhận biết lỗi Stringing
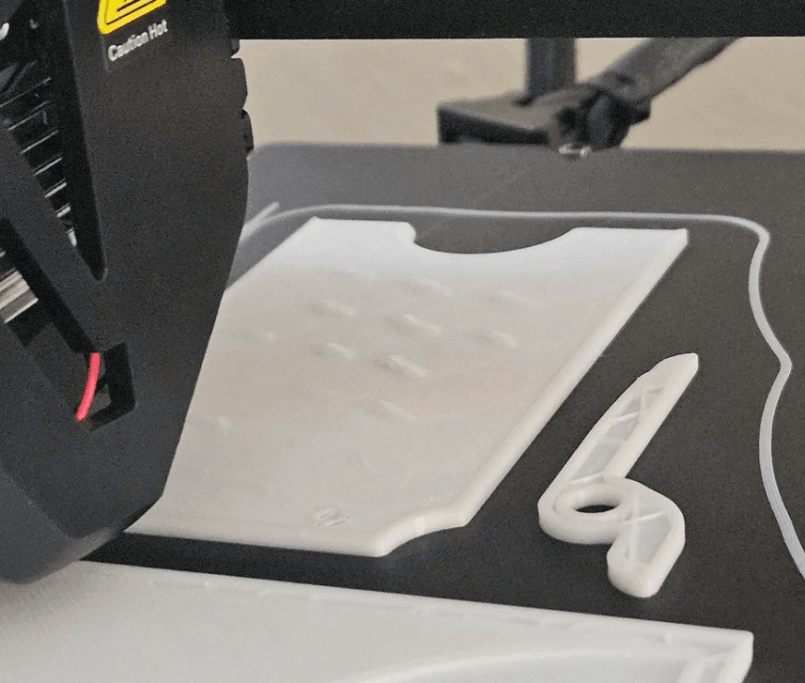
Hiện tượng Stringing khá dễ nhận biết sau khi quá trình in hoàn tất. Khi quan sát mô hình, người dùng có thể thấy các sợi nhựa mỏng kéo dài giữa các phần của sản phẩm. Những sợi này thường giống như mạng nhện và có thể xuất hiện ở nhiều vị trí khác nhau trên mô hình.
Trong các bản in có nhiều chi tiết tách rời, các sợi nhựa thường xuất hiện giữa các trụ hoặc các cấu trúc nhỏ. Khi tháo sản phẩm khỏi bàn in, người dùng có thể thấy các sợi này vẫn còn bám vào nhiều phần của mô hình.
Một số trường hợp nặng hơn có thể khiến các sợi nhựa tích tụ lại thành từng mảng nhỏ trên bề mặt. Điều này làm cho sản phẩm trở nên thô ráp và cần nhiều công đoạn xử lý sau in.
Mặc dù lỗi này thường chỉ ảnh hưởng đến bề mặt, nhưng nếu xuất hiện quá nhiều, nó có thể gây cản trở các chi tiết cơ khí hoặc làm giảm độ chính xác của mô hình.
Nguyên nhân gây ra lỗi Stringing trong in 3D
Nhiệt độ đầu phun quá cao

Ví dụ, khi in PLA ở nhiệt độ 220°C hoặc cao hơn, nhựa có xu hướng chảy mạnh hơn. Trong quá trình di chuyển giữa các điểm in, lượng nhựa dư này sẽ kéo thành sợi mỏng.
Việc giảm nhiệt độ in xuống mức phù hợp với vật liệu có thể giảm đáng kể hiện tượng này. Tuy nhiên, nếu nhiệt độ quá thấp, nhựa có thể không nóng chảy hoàn toàn và gây ra lỗi under-extrusion. Vì vậy cần tìm mức nhiệt tối ưu thông qua các bài test như temperature tower.
Cài đặt Retraction chưa tối ưu
Retraction là cơ chế giúp kéo filament ngược lại một khoảng nhỏ trước khi nozzle di chuyển. Mục đích của cơ chế này là giảm áp suất nhựa trong hotend để hạn chế hiện tượng rò rỉ.
Nếu khoảng cách retraction quá nhỏ hoặc tốc độ retraction quá chậm, nhựa vẫn có thể tiếp tục chảy ra khỏi đầu phun. Điều này khiến các sợi nhựa hình thành khi nozzle di chuyển.
Các máy in sử dụng hệ thống Direct Drive thường cần khoảng cách retraction nhỏ hơn so với hệ thống Bowden.
Thông số tham khảo phổ biến:
Direct Drive
Retraction Distance: 0.5 – 2 mm
Retraction Speed: 25 – 40 mm/s
Bowden
Retraction Distance: 4 – 7 mm
Retraction Speed: 40 – 60 mm/s
Việc tối ưu thông số này thường là bước quan trọng nhất để giảm Stringing.
Tốc độ di chuyển của đầu in
Tốc độ di chuyển của nozzle khi không in được gọi là Travel Speed. Nếu tốc độ này quá chậm, nozzle sẽ di chuyển lâu hơn giữa các điểm in và nhựa có nhiều thời gian để rò rỉ.
Ngược lại, khi travel speed đủ cao, đầu phun sẽ nhanh chóng vượt qua khoảng trống và giảm khả năng hình thành sợi nhựa.
Trong nhiều cấu hình máy in 3D phổ biến, travel speed thường được thiết lập trong khoảng 120 – 200 mm/s.
Filament bị ẩm
Filament hấp thụ độ ẩm từ không khí có thể gây ra nhiều vấn đề khi in 3D, trong đó có Stringing. Khi nhựa chứa hơi ẩm được nung nóng trong hotend, nước sẽ bốc hơi và tạo ra các bong bóng nhỏ.
Những bong bóng này làm cho dòng nhựa phun ra không ổn định và dễ bị kéo thành sợi. Đây là lý do tại sao các vật liệu như PETG, Nylon hoặc TPU thường cần được sấy khô trước khi in.
Cách khắc phục lỗi Stringing hiệu quả
Để giảm hiện tượng Stringing, người dùng cần điều chỉnh một số thông số kỹ thuật quan trọng trong phần mềm slicer cũng như trong quá trình chuẩn bị vật liệu.
Trước tiên, hãy kiểm tra và điều chỉnh nhiệt độ đầu phun. Nên thử giảm nhiệt độ từng bước khoảng 5°C cho đến khi thấy lượng sợi nhựa giảm xuống nhưng chất lượng in vẫn ổn định.
Tiếp theo là tối ưu Retraction Distance và Retraction Speed. Đây là hai thông số có ảnh hưởng lớn nhất đến lỗi kéo sợi. Việc tăng khoảng cách retraction một chút có thể giúp giảm áp suất nhựa trong hotend và hạn chế nhựa rò rỉ.
Ngoài ra, việc tăng Travel Speed cũng giúp nozzle di chuyển nhanh hơn giữa các điểm in, từ đó giảm khả năng kéo sợi.
Người dùng cũng nên bật các tính năng hỗ trợ trong slicer như Combing Mode hoặc Avoid Crossing Perimeters để hạn chế việc nozzle di chuyển qua các khoảng trống lớn.
Cuối cùng, hãy đảm bảo rằng filament được bảo quản khô ráo hoặc sấy trước khi in. Điều này đặc biệt quan trọng đối với các vật liệu dễ hút ẩm.
tringing là lỗi phổ biến trong in 3D FDM và thường xuất hiện dưới dạng các sợi nhựa mỏng giống mạng nhện giữa các chi tiết của mô hình. Hiện tượng này xảy ra khi nhựa nóng chảy tiếp tục rò rỉ ra khỏi nozzle trong quá trình đầu phun di chuyển giữa các điểm in.
Các nguyên nhân chính bao gồm nhiệt độ đầu phun quá cao, cài đặt retraction chưa tối ưu, tốc độ di chuyển thấp hoặc filament bị ẩm. Bằng cách điều chỉnh đúng các thông số kỹ thuật trong slicer và kiểm soát chất lượng vật liệu, người dùng có thể giảm đáng kể hiện tượng này.
Khi máy in được tối ưu đúng cách, các bản in sẽ có bề mặt sạch hơn, chi tiết rõ nét hơn và hạn chế tối đa các sợi nhựa thừa. Nếu bạn muốn tìm hiểu thêm về các lỗi in 3D thường gặp, cách tối ưu thông số máy in và ứng dụng công nghệ in 3D trong sản xuất, hãy theo dõi thêm các bài viết chuyên sâu từ DETSA để cập nhật kiến thức kỹ thuật mới nhất trong lĩnh vực này.