How to Remove Print Class In 3D: Cause and Revival
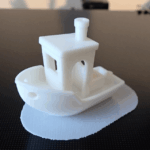
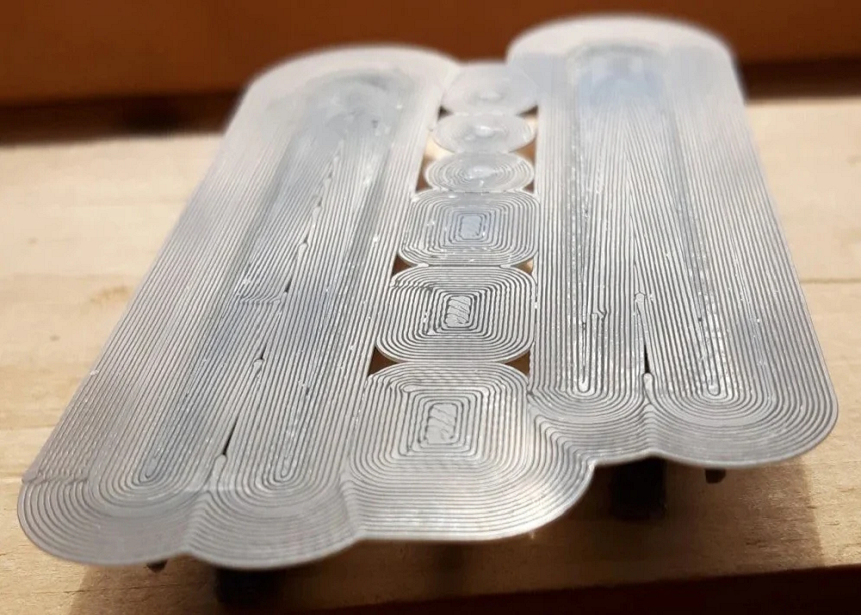
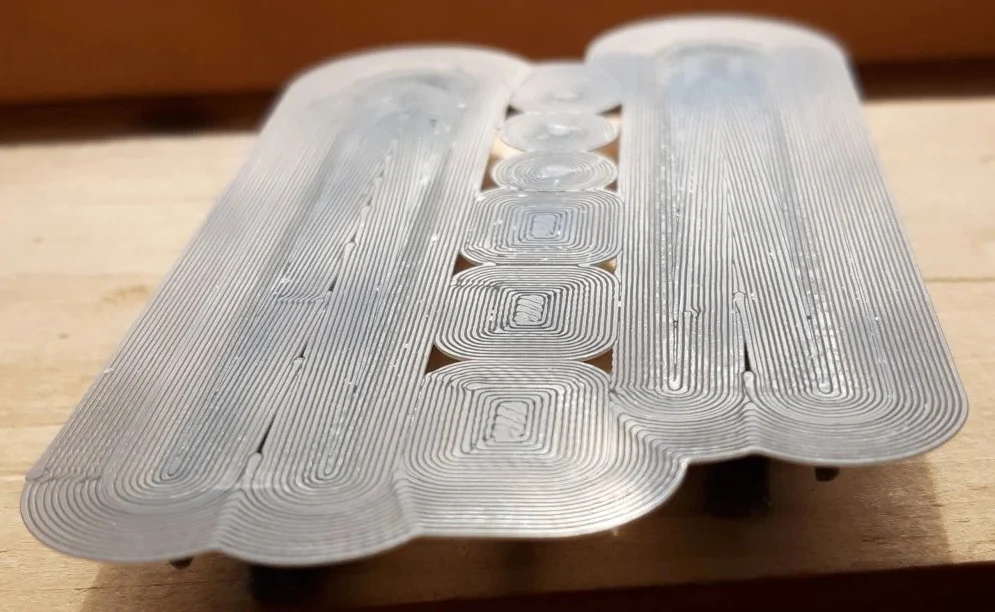
Bạn vừa lấy một bản in ra khỏi bàn in. Hình dạng thì chuẩn. Kích thước cũng chính xác. Nhưng khi ánh sáng chiếu vào đúng góc, bạn sẽ thấy ngay — những đường sọc ngang mảnh chạy quanh bề mặt, giống như các vòng sinh trưởng trên thân cây.
Đó chính là vân lớp (layer lines) trong in 3D, và chúng là yếu tố nhanh nhất khiến một mô hình tưởng chừng hoàn hảo lại trở nên… chưa hoàn thiện.
Thực tế là, vân lớp trong in 3D không phải là lỗi. Với các thiết lập slicer phù hợp, hiệu chỉnh máy chính xác và xử lý hậu kỳ đúng cách, bạn hoàn toàn có thể giảm thiểu đáng kể — thậm chí gần như loại bỏ — các vân lớp này.
Bài viết này sẽ giúp bạn hiểu rõ nguồn gốc của vân lớp và cách kiểm soát chúng hiệu quả.
Vân lớp (Layer Lines) trong in 3D là gì?
Vân lớp (còn gọi là layer ridges hoặc step lines) là những đường sọc ngang mờ mà bạn có thể thấy trên hầu hết các sản phẩm in 3D.
Chúng xuất hiện vì công nghệ in FDM không tạo ra vật thể trong một lần duy nhất, mà xây dựng từng lớp một.
Mỗi khi đầu phun đùn ra một lớp nhựa mới, nó sẽ đặt lên lớp trước đó, tạo ra một cạnh rất nhỏ. Khi nhìn gần hoặc sờ tay lên bề mặt, bạn sẽ cảm nhận được những cạnh này như các gợn nhẹ nối tiếp nhau.
Mức độ thấy rõ của vân lớp phụ thuộc vào yếu tố nào?
Độ rõ của vân lớp không giống nhau, mà phụ thuộc vào nhiều yếu tố:
- Chiều cao lớp (Layer height):
Lớp càng mỏng → chi tiết càng mịn, bề mặt mượt hơn
Lớp càng dày → vân lớp càng rõ, giống hiệu ứng “bậc thang” - Loại vật liệu (Filament):
Nhựa như PLA dễ chà nhám và hoàn thiện
Filament bóng hoặc có hạt (carbon, glitter…) dễ làm lộ vân hơn - Tốc độ in & làm mát:
In quá nhanh hoặc làm mát không đều có thể khiến các lớp không đồng nhất → vân rõ hơn - Hiệu chỉnh máy (Calibration):
Máy được căn chỉnh tốt (E-step chuẩn, dây đai căng, bàn in cân) sẽ tạo lớp đều và đẹp hơn - Hình dạng chi tiết (Geometry):
Các bề mặt cong hoặc nghiêng sẽ dễ thấy hiệu ứng “bậc thang” hơn so với bề mặt phẳng
Tại sao vân lớp xuất hiện?
Vân lớp xuất hiện do đặc điểm cốt lõi của công nghệ FDM. Vì mô hình được tạo ra từng lớp một, nên bất kỳ yếu tố nào ảnh hưởng đến việc tạo, căn chỉnh hoặc xếp chồng các lớp đều sẽ tác động trực tiếp đến mức độ hiển thị của vân lớp.

Chiều cao lớp và độ phân giải
Mỗi máy in 3D đều có một giới hạn về mức độ chi tiết theo chiều dọc, và giới hạn đó được kiểm soát bởi chiều cao lớp (layer height) mà bạn thiết lập trong slicer.
Khi bạn in với các lớp dày hơn, mỗi lớp sẽ tạo ra một “bậc” rõ ràng hơn trên bề mặt. Khi bạn sử dụng các lớp mỏng hơn, những bậc này trở nên nhỏ hơn và khó nhìn thấy hơn.
- Kích thước nozzle rất quan trọng: Một nguyên tắc phổ biến là giữ chiều cao lớp trong khoảng từ 25% đến 75% đường kính nozzle.
- Chiều cao lớp biến thiên: Một số phần mềm slicer (như Creality Print 6.0) cung cấp tính năng chiều cao lớp thích ứng hoặc biến thiên. Tính năng này tự động sử dụng lớp mỏng hơn ở các vùng cong hoặc chi tiết, và lớp dày hơn ở các phần phẳng.
- Lên kế hoạch độ phân giải: Nếu mục tiêu của bạn là chất lượng bề mặt, các lớp mỏng hơn xứng đáng với thời gian in lâu hơn. Nếu tốc độ quan trọng hơn ngoại hình, các lớp dày có thể là lựa chọn tốt hơn.
Dao động trục Z và các vấn đề cơ khí
Không phải tất cả vân lớp đều có khoảng cách đều nhau hoặc thẳng hoàn hảo. Khi bạn thấy các dải lặp lại hoặc hoa văn gợn sóng, nguyên nhân thường là do cơ khí, đặc biệt là ở trục Z — bộ phận điều khiển chuyển động theo chiều dọc.
- Lỗi Z-band: Xuất hiện dưới dạng các gờ ngang lặp lại đều quanh bản in. Nguyên nhân thường do trục vít bị cong, ray dẫn hướng lệch, hoặc khớp nối (coupler) bị siết quá chặt hoặc kẹt. Khi trục Z di chuyển lên, các sai lệch cơ khí nhỏ này lặp lại, tạo thành các dải nhìn thấy rõ.
- Z-wobble: Tạo ra bề mặt gợn sóng, không đều trên các mặt đứng. Điều này có thể xảy ra khi trục ren không thẳng hoàn toàn hoặc khi vòng bi bị mòn hoặc lệch.
Đùn nhựa không ổn định (Inconsistent Extrusion)
Vân lớp cũng có thể trở nên rõ hơn do việc đùn nhựa không đều. Nếu máy in đẩy ra hơi nhiều hoặc hơi ít filament ở một số lớp, bề mặt sẽ xuất hiện các gờ nhô lên hoặc các khoảng lõm nông.
Điều này có thể xảy ra nếu tốc độ dòng chảy (flow rate) (E-step trong firmware hoặc hệ số flow trong slicer) không chính xác, hoặc khi nozzle bị tắc một phần hoặc bị nghẹt. Sự thay đổi đột ngột về đường kính filament (ở các loại filament giá rẻ) cũng có thể gây ra sự không ổn định.
Hiệu chỉnh lưu lượng (Flow calibration)
Việc hiệu chỉnh đùn nhựa là cực kỳ quan trọng. Hãy in một khối lập phương đơn giản hoặc sử dụng mẫu hiệu chuẩn, đo xem lượng filament được đùn ra có đúng không, sau đó điều chỉnh E-step hoặc cài đặt flow.
- Nhiệt độ và hiện tượng bết/dính: Nhiệt độ đầu nóng quá thấp có thể gây thiếu nhựa ở một số lớp; quá cao có thể gây dư nhựa và chảy nhão (ooze).
Tốc độ, gia tốc và làm mát
Tốc độ in và gia tốc cũng ảnh hưởng đến chất lượng lớp. In quá nhanh hoặc làm mát không đều có thể làm vân lớp rõ hơn.
Bằng cách sử dụng tốc độ vừa phải (ví dụ: 40–60 mm/s cho tường ngoài), tinh chỉnh gia tốc và đảm bảo làm mát đủ, bạn sẽ giúp mỗi lớp được đắp xuống một cách sạch sẽ.
Cách loại bỏ vân lớp khỏi bản in 3D
Việc giảm vân lớp bắt đầu từ việc tinh chỉnh máy in và cài đặt slicer. Những điều chỉnh này diễn ra trước hoặc trong khi in, và thường đủ để tạo ra sự khác biệt rõ rệt mà không cần xử lý hậu kỳ.
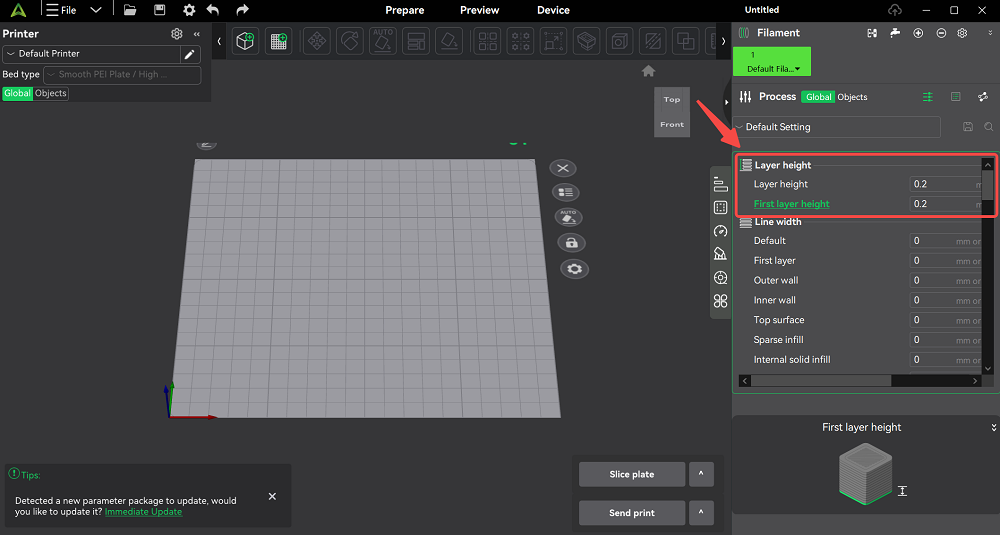
Giảm chiều cao lớp trong slicer
Cách đơn giản nhất để có bề mặt mịn hơn là giảm chiều cao lớp.
Trong cài đặt slicer, chẳng hạn như Creality Print, việc chuyển từ 0.2 mm xuống 0.1 mm có thể giảm đáng kể các bậc lớp nhìn thấy.
Đổi lại, thời gian in sẽ lâu hơn, nhưng chất lượng bề mặt thường xứng đáng với sự đánh đổi này.
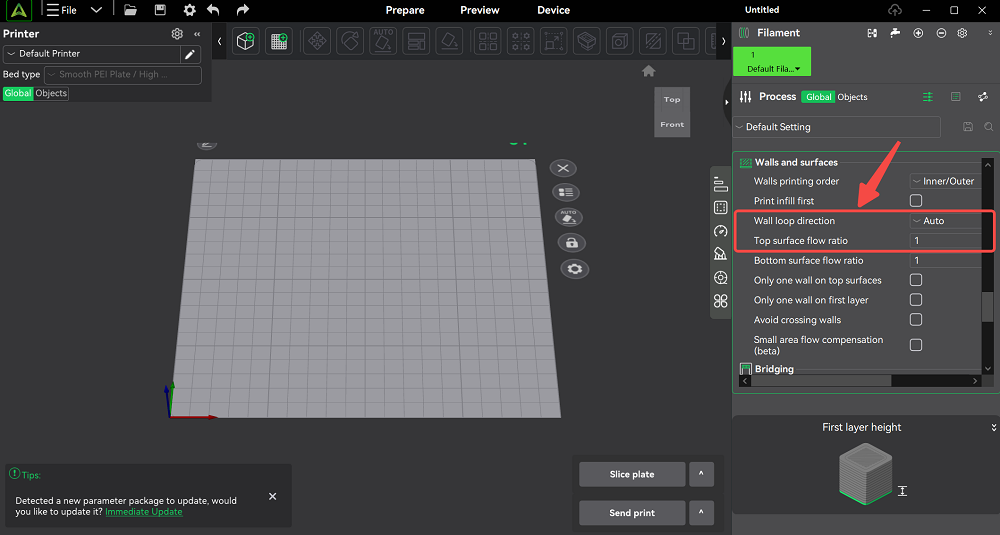
Hiệu chỉnh Flow Rate và E-Steps
Đùn nhựa ổn định là yếu tố then chốt để có lớp in đẹp.
Bắt đầu bằng cách kiểm tra xem extruder thực tế đẩy ra bao nhiêu filament khi bạn yêu cầu 100 mm. Nếu kết quả không chính xác, hãy điều chỉnh E-step trong firmware hoặc tinh chỉnh flow multiplier trong slicer.
Cải thiện độ ổn định trục Z
Bất kỳ sự không ổn định nào ở trục Z cũng sẽ thể hiện thành các vân lớp không đều hoặc các dải lặp lại.
- Bước 1: Siết chặt các ốc vít bị lỏng trên khung và cụm trục Z để loại bỏ độ rơ;
- Bước 2: Kiểm tra trục vít me và khớp nối. Trục vít cần thẳng và sạch, khớp nối phải chắc chắn nhưng không bị siết quá chặt;
- Bước 3: Đảm bảo các thanh ray hoặc trục dẫn hướng của trục Z được căn chỉnh đúng và bôi trơn nhẹ để trục chuyển động mượt mà giữa các lớp.
Điều chỉnh tốc độ in và nhiệt độ
Cuối cùng, hãy tối ưu tốc độ in và nhiệt độ để làm mịn bản in 3D:
- In chậm ở tường ngoài: Sử dụng tốc độ tường ngoài vừa phải (40–60 mm/s) và có thể giới hạn gia tốc (khoảng 3000 mm/s²).
- Tối ưu nhiệt độ: Giảm nhiệt độ xuống khoảng 210°C có thể giúp giảm các dải gợn với PLA. Ngược lại, nếu nhiệt độ quá thấp có thể khiến lớp in bị thiếu nhựa.
- Thời gian mỗi lớp (Layer timing): Nếu một lớp rất mỏng, hãy bật thời gian lớp tối thiểu hoặc giảm tốc độ in để tránh việc in lớp tiếp theo khi lớp trước chưa kịp ổn định.
Câu hỏi thường gặp về vân lớp in 3D
Q: Tôi có thể tránh hoàn toàn vân lớp trong in FDM không?
A: Bất kỳ máy in FDM (in filament) nào cũng tạo vật thể theo từng lớp, vì vậy một số vân lớp là không thể tránh khỏi. Bạn có thể giảm thiểu chúng, nhưng sẽ không bao giờ có một bản in FDM hoàn toàn không có vân.
Q: Làm sao để loại bỏ vân lớp in 3D mà không cần chà nhám?
A: Cách tốt nhất là tối ưu quá trình in. Hãy sử dụng chiều cao lớp nhỏ, hiệu chỉnh máy in đúng cách và tinh chỉnh tốc độ/nhiệt độ như đã đề cập ở trên.
Tổng kết
Vân lớp trong in 3D là một phần bình thường của công nghệ FDM, nhưng chúng không nhất thiết phải làm hỏng sản phẩm cuối cùng.
Bằng cách hiểu rõ các nguyên nhân — như chiều cao lớp, căn chỉnh cơ khí, độ ổn định đùn nhựa và các cài đặt in — bạn có thể giảm đáng kể mức độ hiển thị của các vân này.
DETSA – Giải pháp tối ưu cho in 3D chất lượng cao
Nếu bạn đang tìm kiếm giải pháp in 3D mịn, chính xác và chuyên nghiệp hơn, DETSA cung cấp đầy đủ từ máy in, máy scan đến tư vấn kỹ thuật chi tiết.
Đội ngũ DETSA sẵn sàng hỗ trợ bạn:
- Tối ưu cài đặt in phù hợp từng nhu cầu
- Hướng dẫn xử lý lỗi thực tế (layer lines, lệch lớp, thiếu nhựa…)
- Tư vấn thiết bị phù hợp từ cơ bản đến nâng cao
Liên hệ DETSA để được tư vấn giải pháp 3D phù hợp nhất cho bạn!